Hogan Steel Archive
Introduction

The “Hogan Steel Archive,” representing a three-year collaborative effort of the Walsh Library’s Department of Archives and Special Collections and Fordham’s Industrial Economics Research Institute, commemorates and preserves the remarkable steel legacy of the late Rev. William T. Hogan, S.J. (1919-2002), who came to be known the world over as the “Steel Priest.”
During a distinguished 52-year teaching career here at Fordham, Father Hogan earned well-deserved recognition as a true innovator in economic education and taught generations of students about industrial interdependence and the steel industry’s vital role in economic and industrial development. Created in Father’s honor, the Hogan Steel Archive transforms the invaluable steel information he assembled during his life’s work into a permanent educational resource for use by students, researchers, scholars, and all those seeking knowledge about the domestic and world steel industries.
Administered by Walsh Library and the Department of Economics, the Archive carries forward Fordham's longstanding tradition, established by Father Hogan, as a leading center for steel-industry information.
The Archive contains thousands of steel-document files, hundreds of books and photographs, and an extensive collection of international steel references and statistics, together comprising a uniquely comprehensive resource for learning about steel. The Archive’s content was categorized and annotated with respectful memory of Father Hogan by his longtime Fordham colleague, Frank T. Koelble, who also authored the content for this website. The Archive resides at the Walsh Library’s Department of Archives and Special Collections; was cataloged there by a dedicated team of student assistants, headed by Thomas Raj, Nancy Rinaldi, and Kerriann Barry; and benefited from the expertise of Fordham archivists Patrice Kane and Vivian Shen. The website was constructed by Michael Considine and Yuqing Zhang of Walsh Library's Electronic Information Center.
The success of this endeavor is testimony to the thoughtful generosity of Father Hogan’s family, friends, steel colleagues, and steel companies from around the world, whose participation in honoring Father is profoundly appreciated.
Biography
Born in the South Bronx on April 30, 1919 , William Thomas Hogan was a product of the Bronx public schools, P.S. 72 and James Monroe High. During the Depression, he delivered The Bronx Home News to help support his family and then pay his tuition at Fordham, where he would graduate college cum laude and eventually earn an M.A. in economics and, after becoming a member of the Society of Jesus, a Ph.D.
In the late 1940’s, his doctoral studies took him to Pittsburgh, then the nation’s and the world’s steel capital, where he lived at Duquesne University and worked at United States Steel Corporation in researching his dissertation on steel productivity. It was the first detailed study on the subject ever made, and his methods of productivity measurement were adopted by the U.S. Department of Labor and were detailed in his first book, Productivity in the Blast-Furnace and Open-Hearth Segments of the Steel Industry. Published in 1950, the book would forever identify Father Hogan with steel.



Also in 1950, Father founded Fordham’s Industrial Economics Research Institute (IERI) and initiated an interrelated research and teaching program in Industrial Economics. The innovative curriculum he developed served as a model that in time was integrated into the economics courses of 112 colleges and universities throughout 30 states and the District of Columbia. His curriculum also was adopted to educate the nation’s clergy about the history and workings of the U.S. economy’s industrial sector, and in 1954, his lectures were published in his second book, The Development of American Heavy Industry in the Twentieth Century, which became the text used by generations of students.
Father Hogan’s innovative teaching approach employed concrete examples drawn from everyday events in business and industry to not only demonstrate industrial interdependence, but also to give the student an appreciation of the size and complexity of basic heavy industry and of the labor and capital inputs needed to sustain its operation. The educational value of this approach was that in his words: “It provides a supplement to courses in economic theory, and thus gives students more opportunity to check theoretical principles against real-world business practices.”
Students first encountering Father Hogan in class were intrigued by the red-haired Jesuit’s well-tailored clerical garb, by his sharply creased trousers and well-shined shoes that were more akin to a corporate executive than a college professor. And then they watched in awe as he introduced his subject for the day while filling the blackboard with columns of statistics, all without ever consulting his notes. With commanding presence and in resonant tone, hinting of his talents as an Irish tenor, he would deliver an engaging and well-structured lecture, typically dealing with the economic basis for adopting some well-described steel or other technology, which he discussed both in historical context and by reporting his first-hand knowledge of the factors behind contemporary corporate decisions on the subject.

Over the years, both at Fordham and as a visiting professor at Penn State, Purdue, and Loyola, Father Hogan taught about the interdependence of the steel, automobile, railroad, petroleum, and utility industries and kept his course content current by means of research conducted by the Industrial Economics Research Institute, often with the participation of student interns, who were able to learn first hand just how basic heavy industry functions. Much of the Institute’s research demonstrated the pivotal role of the steel industry as a catalyst for economic development, and throughout his career, Father used his knowledge and worked tirelessly to foster international cooperation and understanding in the steel business, gaining his worldwide reputation as the “Steel Priest.”
From the late 1950’s through the early 1970’s, Father devoted considerable time and effort to studying the economic impact of the depreciation-tax laws on steel and other industries that rely on long-lived equipment, emphasizing the need for reforms to spur capital investment. He was instrumental in achieving passage of the investment-tax credit and other reforms proposed by President Kennedy, testifying on the subject on numerous occasions before legislative committees of the U.S. Senate and House of Representatives. In 1962 and 1967 he published his third and fourth books, Depreciation Reform and Capital Replacement and Depreciation Policies and Resultant Problems
In the late 1960’s, he served as a member of President Nixon’s Task Force on Business Taxation and was a consultant to the Council of Economic Advisors to the President. In all, he counseled five U.S. presidents on tax and steel matters and served as an advisor to many federal, state and local government agencies.

In 1971, Father Hogan’s landmark, five-volume work on the American steel industry was published. Having been in preparation for more than 15 years, his Economic History of the Iron and Steel Industry in the United States examines industry developments from 1860 to 1971. Father periodically updated his five volumes with a series of companion books: The 1970’s: Critical Years for Steel, 1972; World Steel in the 1980’s: A Case of Survival, 1982; Steel in the United States: Restructuring to Compete, 1984; Minimills and Integrated Mills: A Comparison of Steelmaking in the United States, 1987; Global Steel in the 1990’s: Growth or Decline, 1990; Capital Investment in Steel: A World Plan for the 1990’s, 1992; and Steel in the 21 st Century: Competition Forges a New World Order, 1994.
Father’s last two books were The Steel Industry of China: Its Present Status and Future Potential, published in 1999, and The POSCO Strategy: A Blueprint for World Steel’s Future, published in 2001 within months of his passing. His final book reflects how greatly he admired the success of the Korean people in starting from virtually nothing to build the world’s leading steel company. During the prior two decades, he had traveled to Korea every year to visit POSCO, to lecture on world steel, and to watch as his friend, Chairman Tae-joon Park and his successors so effectively put into practice his lifetime of teaching about steel’s key role in economic development, an experience that was among the most rewarding of his accomplished steel-industry career.
Undeterred by serious health concerns dating from the 1970’s, Father visited most of the world’s steel-producing facilities, delivered papers at conferences, and advised many steel managements. He had the distinction of having attended every annual meeting in what was then the 34-year history of the International Iron and Steel Institute, which named him one of only two honorary members.
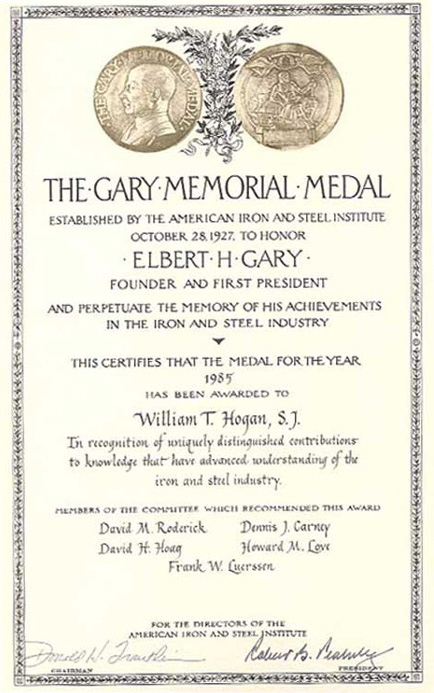
In 1985, the American Iron and Steel Institute awarded him the Gary Memorial Medal, the industry’s highest honor, otherwise given only to top steel executives. The medal was presented in recognition of “uniquely distinguished contributions to knowledge that have advanced understanding of the iron and steel industry.”
In 1987, Father was made a Distinguished Life Member of the American Society of Metals, and in 1990, the Association of Iron and Steel Engineers established the William T. Hogan Annual Lecture Series. In 1992, Korea ’s President Roh Tae-woo presented him with the prestigious Gold Tower of the Order of Industrial Merit, the highest business award the Korean government bestows. In 1995, he was awarded Honorary Membership in the Korea Iron and Steel Association. And finally, in 1996, he received his most recent degree, an honorary Doctor of Laws from his beloved alma mater, Fordham.

In profiling Father Hogan for Company magazine, Father George McCauley, one of his fellow Jesuits wrote as follows: “The New York Times got it wrong when it called him the ‘Boswell of the steel industry.’ He was its Johnson not its Boswell. He had a vast, direct knowledge of the industry’s intricate workings, from the smelter crews, ironmakers and sheet rollers he’d meet on the mill floor to executives who welcomed him into their lofty offices. He had shrewd insight into the directions available to the industry in the shifting circumstances of supply and demand and in times of fierce international competition. Miraculously, he had the trust of both steel producers and steel importers. Government officials, too, knew they were getting the real goods whenever Father Hogan came before them.
“For all that, the Steel Priest lived up to both sides of that facile sobriquet. His black suit and Roman collar seemed welded to his skin, probably turning a few heads in some circles he traveled.” But knowing the power of steel, he “ saw his work as a way of getting people out of their hopelessness – building lives, putting a little security and dignity within their reach.” At 82 years of age, having taught his final class and having celebrated his final book in December of 2001, Father Hogan passed away on January 12, 2002 , a teacher and steel man to the end.
The Hogan Steel Archive
The Hogan Steel Archive is comprised of the above five major sections, which provide structure and accessibility to its extensive and diverse content of steel documents, photographs, studies, personal papers, correspondence, books, references, and statistical information. This archival content was collected by Father Hogan starting in the late 1940’s, and by Father and his associates at the Industrial Economics Research Institute starting in 1950, and is the product of research performed in publishing more than 25 books, in preparing hundreds of articles and speeches, and in conducting more than 150 studies on various aspects of the steel industry and interrelated industries. The content includes 4,823 document files, 1,114 steel photos and slides, and 390 book and reference titles, most of which span the period 1850 to 2001 and encompass economic, technical, and historical information, much of which is not available anywhere else, making the Hogan Steel Archive a unique resource for steel education.
World Steel Files
The “World Steel Files” section of the Archive, representing its largest, consists of 55 archival boxes containing 3,917 document files on the following major steel and steel-related subjects: capacity and production, coking coal, companies in the U.S., countries producing steel, energy, environment, iron ore, labor, markets for steel, minimills, productivity, scrap, service centers, stainless steel, steel technology, taxes and depreciation, and trade. Descriptive summaries of the archived information for each subject category are provided below, in most cases accompanied by an instructive analysis and supportive photographs from the Archive’s photo collection.
Capacity and Production
The Archive contains 24 document files on steel capacity and production in the United States and on a world basis, as well as for selected countries, companies, plants, processes, and finished steel products. The steel industry’s long-term growth and development can be traced from data and information in these files, some dating from 1849, and from various statistical and other references elsewhere in the Archive, including the Annual Statistical Report and Iron and Steel Works Directory of the American Iron and Steel Institute (AISI); the Directory, Iron and Steel Plants of the Association of Iron and Steel Engineers (AISE); the Steel Statistical Yearbook of the International Iron and Steel Institute (IISI); the World Capacity and Production Report, Crude Steel, Annual by James F. King; Metal Bulletin’s Iron and Steelworks of the World; and the statistical data published by such organizations as British Iron and Steel Federation (BISF), Instituto Brasileiro de Siderurgia (IBS), Japan Iron and Steel Federation (JISF), Korea Iron and Steel Association (KOSA), and Statistisches Bundesamt.
Analysis: During the twentieth century, the world steel industry increased its production of crude steel some 30 fold, from 28 million tons in 1900 to 847 million tons in the year 2000 (tonnages are metric tons). As steel became civilization’s foremost and most basic material, its output growth mirrored and made possible the building of basic infrastructure and the growth of other basic, heavy industries, thereby driving world economic and industrial development in what truly was the “Steel Century.”

In 1900, when electricity use still was very limited and the automobile was widely regarded as a dare-devil’s device, steel was made in only 12 countries, and just four - the United States, Germany, the United Kingdom, and Russia - produced 88% of all the world’s steel. By 1950, after the turmoil of economic depression and two world wars, 32 countries were in the steel business, their output totaling 190 million tons, and the United States had solidified its position as industry leader, producing 88 million tons, or a dominant output share of 46%. The next largest steel industries were located in the USSR and the United Kingdom , which produced 30 million and 18 million tons, respectively, while much of Germany ’s steel capacity had been destroyed during World War II.

Over the next two decades, yearly world steel production increased more than three fold, and the geographic structure of the industry was dramatically transformed. World output in 1970 totaled 595 million tons, with the United States accounting for 119 million tons, or a much lower 20% share. Although the U.S. steel industry had expanded its capacity, primarily in the 1950’s, steelmakers elsewhere had expanded at a much faster and more sustained pace. The Soviet Union had grown its output to 116 million tons, and strong recoveries had taken hold in the once war-ravaged industries of West Germany and most notably Japan . The latter realized a great surge in steel output from less than five million tons in 1950 to 93 million tons in 1970.
Japan ’s success in building one of the world’s largest steel industries, despite a near total lack of indigenous raw materials, including iron ore and coking coal, was made possible by using large bulk-cargo carriers to supply seacoast plants at deepwater ports. The bulk carriers revolutionized ocean transport starting in the 1950’s and negated the economic law of comparative advantage that once required integrated steel capacity to be located in close proximity to deposits of essential raw materials. This development coincided with the discovery of high-grade iron ore in Latin America, Africa, Australia, and the Far East, contributing to a shift of steel output into developing world regions and more than doubling the number of steel-producing nations to 69 in 1970 from the aforementioned 32 twenty years earlier.

For much of the world steel industry, the 1970’s were a period of boom and bust. In a single year, 1973, world output rose an unprecedented 11% or 68 million tons to 698 million tons, testing the limits of capacity in a number of countries before peaking at 709 million tons in 1974. But the seeds of collapse were sown in the midst of the boom. Steel consumers, worried about shortages, grossly overbuilt their inventories, and in late 1973, the Organization of Petroleum Exporting Countries (OPEC) increased oil prices four fold, leading to declines in world auto output, construction, and spending for capital goods.
The end of the boom came abruptly in 1975, when production dropped 9% to 644 million tons, setting the stage for a further reshaping of the world-steel map over the rest of the decade. Output declines were much more severe in some countries than in others, and some steel industries were affected very little or not at all. The United States , the European Community (EEC), and Japan saw output cuts in 1975 of 20%, 19%, and 15%, respectively, even as steel production in the communist countries and Latin America continued to increase. During the post-boom years, many steel producers in the industrialized world reduced their capacities, while their developing-world counterparts continued on a course of ambitious steel expansion.
World steel output in 1980 totaled 716 million tons, with much of its recovery after 1975 attributable to developing countries, which had increased their combined output 68%, from 60 million to 101 million tons. By 1980, significant gains in capacity and production had been made in most of the developing world, particularly in China, Brazil , and the Republic of Korea , and the number of steel-producing countries had increased to 84. Meanwhile, the United States, which was then removing capacity, had seen its share of world output decline to 14%.

Trends in world capacity and production during 1980-2000 mainly reflected the continuing growth and maturation of developing-world steel industries and the demise of the Soviet Union , which added newly independent nations to the ranks of the world’s steel producers. By the year 2000, steel was made in 90 countries, and t he world’s output that year reached 847 million tons, on track to pass a billion tons four years later. Production at the turn of the century was 131 million tons above the 1980 level, with most of the gain accounted for by just two countries, China and Korea , which boosted their combined steel output by 124 million tons.
China’s steel output, which was less than 700 thousand tons in 1950, had climbed to 37 million tons in 1980, before forging above the 100-million-ton mark in 1996, when China became the world’s number-one producer. In 2000, China melted 127 million tons, followed by Japan at 106 million, the United States at 102 million, and Russia at 59 million tons. Rounding out the production leaders were Germany and Korea , with 46 million and 43 million tons, respectively.
One of the most remarkable concluding chapters of the “Steel Century” was contributed by the Korean steel industry. During the century’s final three decades, what had been a largely agrarian country, which produced one ton of steel in 1953 and less than 500 thousand tons in 1970, drove its industrialization by building one of the world’s most modern and successful steel industries. The Korean initiative confirms that steel’s ability to transform economies remains intact, even after 100 years.
Coking Coal
Information in the Archive’s 26 coking-coal files pertains to the reserve base of coking coal, its supply and demand, its mining, production, world markets and trade, markets in the United States and Japan, coking-coal substitutes, and the use of low-volatile coal. Additional coking-coal information from the Archive’s book and reference collection is contained in such studies as World Coal Outlook: A Reassessment by Vincent J. Calarco, Jr.; three studies, Coal Trade and Transport to 1985, Future Supplies of Coking Coal, and The Outlook for Iron Ore, Cokeable Coal and Scrap, published by the Committee on Raw Materials of the International Iron and Steel Institute (IISI); the Keystone Coal Industry Manual; and The Reserve Base of U.S. Coals by Sulfur Content, The Eastern States by Robert D. Thomson and Harold York of the U.S. Bureau of Mines.
Analysis: Coking coal is the principal of two types of what are called metallurgical coals to reflect their role in producing blast-furnace iron. The other type is non-coking coal used for its heat value and directly introduced into the blast furnace by means of pulverized coal injection (PCI). Coking coal, as the name implies, is converted into metallurgical or blast-furnace coke, formed by heating the coal in coke ovens at very high temperatures and in the absence of air. The coke then is used in the blast furnace to provide heat, carbon, and burden support in smelting iron.
All large blast furnaces need coke to produce iron, while some also use PCI to reduce their coke requirements. PCI was developed and first used by Armco Steel in the early 1960’s, but was not applied on a wider commercial scale until the 1990’s in responding to restrictions on coke production. Although PCI can displace 35% or more of a blast furnace’s coke needs, tuyere-injected coal does not contribute to sustaining the furnace burden, and so the remaining coke must be stronger to maintain adequate burden support.

In 2000, world coke production totaled some 340 million tons, about 290 million tons of which was consumed by the steel industry. Some 25 million tons was used in the industry’s sinter plants and 265 million tons in its blast furnaces to smelt 577 million tons of iron, most of which then was used in making 847 million tons of crude steel. With about 1.4 tons of coal required to make one ton of coke, the world’s need for coking coal in 2000 was an estimated 475 million tons.
The selection of high-quality coking coal is the foremost determinant of coke quality in terms such factors as its mean size, strength after reaction, and stability, which make the coke capable of contributing to high levels of blast-furnace productivity. Preferred coking coals from the bituminous grades are low in volatile matter and moisture content, high in fixed carbon, and low in such impurities as ash, sulfur, alkali, and phosphorus. Because no single coking coal has all the properties blast-furnace operators prefer, blends of coking coals from multiple sources are most commonly used.

Today’s reserves of coking coal, particularly high-quality reserves, are limited in comparison to those of thermal coal, which is in ample supply at many locations around the world. Relatively fewer countries have high-quality coking coal, its main deposits being located in the United States , Canada , and Australia .
Companies, in U.S.
The Archive contains 280 document files on steel companies in the United States. Information in the files, some dating from the 1860’s, relates both to currently operating companies and to those no longer in existence for a variety of reasons, including corporate reorganizations, bankruptcies, sales, acquisitions, mergers, and takeovers by conglomerate corporations.
The files provide information on the following 65 companies:
- Acme Steel Co.
- Allegheny-Ludlum SteelCorp.
- A.M. Byers Co.
- American Bridge Co.
- American Sheet Steel Co.
- American Steel & Wire Co. of New Jersey
- American Steel Hoop Co.
- American Tinplate Co.
- American Rolling Mill Co.
- Atlantic Steel Co.
- BRW Steel Corp.
- Bayou Steel Corp.
- Bessemer Steamship Co.
- Bethlehem Steel Corp.
- Birmingham Steel Corp.
- Cambria Steel Co.
- Cascade Steel Rolling Mills Inc.
- Colorado Fuel & Iron Co.
- Commercial Metals Co.
- Connecticut Steel Corp.
- Continental Steel Corp.
- Copperweld Steel Co.
- Cyclops Corp.
- Detroit Steel Corp.
- Edgewater Steel Co.
- Federal Steel Co.
- Ford Steel Division
- Geneva Steel Co.
- Georgetown Steel Corp.
- Granite City Steel Co.
- Gulf States Steel Co.
- Inland Steel Co.
- Jones & Laughlin Steel Corp.
- Kaiser Steel Corp.
- LTV Corp.
- Lake Superior Consolidated Iron Mines
- Latrobe Steel Co.
- Lukens Steel Co.
- McLouth Steel Co.
- NVF/Sharon Steel Corp.
- National Enameling and Stamping Co.
- National Steel Corp.
- National Tube Co.
- New Jersey Steel Corp.
- North Star Steel Co.
- Nucor Corp.
- Oregon Steel Mills Inc.
- Phoenix Iron Co.
- Phoenix Steel Corp.
- Pittsburgh Steel Co.
- Republic Steel Corp.
- Roanoke Electric Steel Corp.
- Schnitzer Steel Industries
- Sharon Steel Co.
- Sharon Steel Hoop Co.
- Shelby Steel Tube Co. of New Jersey
- Simonds Steel Mills
- Taylor-Wharton Iron & Steel Co.
- United States Steel Corp.
- Warren Consolidated Industries
- Inc.
- Weirton Steel Co.
- Wheatland Tube Co.
- Wheeling-Pittsburgh Steel Corp.
- Wisconsin Steel Co.
- and Youngstown Sheet and Tube Co.
Information in the files varies from company to company and extends to the following major subjects: company histories, company and plant profiles, facility descriptions, visitor’s brochures, operating reports, product information, market analyses, production and shipments data, production by plant, production-cost analyses, wage and price information, financial reports, sources and uses of funds, profit-sharing agreements, private placements, partnerships, acquisitions, capital appropriations, modernization and expansion, strategic plans, facility retirements, plant closings, reorganizations, corporate correspondence, technical papers, congressional testimony, speeches, and management biographies.
Additional information on U.S. steel companies is contained in the United States sub-division of the category “countries, steel-producing,” as well as in a number of the Archive’s books and references, including its collection of steel-company Annual Reports and the AISI Iron and Steel Works Directory.
Analysis: During the twentieth century, the U. S. steel industry’s roster of active companies underwent recurring change. This was particularly the case during periods of widespread consolidation and restructuring, starting in the early 1900’s with the formation of United States Steel Corporation, next with the wave of conglomerate takeovers, mergers, and bankruptcies during the mid-1960’s through the 1970’s, and finally, with the onset of buyouts and mergers in the early 2000’s.
While consolidation was removing names from the corporate roster, the addition of new companies resulted from the construction of steel plants during World War II and, starting in the early 1960’s, from the development of minimill technology, which significantly lowered the barriers to entering the steel business and led to the formation of many new corporate entities, including Nucor Corporation, which was to become the largest producer of steel and recycler of steel scrap in the United States.
Countries, Steel-Producing
The Archive contains 1,333 document files providing information and data on the steel industries and associated industrial activities in the following 56 countries and world regions: Algeria, Argentina, Australia, Austria, Belgium-Luxembourg, Brazil, Canada, Chile, China, Denmark, ECSC, Egypt, Finland, France, Germany, Ghana, Greece, Hungary, India, Indonesia, Iran, Iraq, Ireland, Italy, Japan, Korea, Lebanon, Libya, Mexico, Mid-East, Mozambique, Netherlands, New Zealand, Nigeria, Pakistan, Philippines, Poland, Portugal, Qatar, Saudi Arabia, Serbia, South Africa, Spain, Sweden, Switzerland, Syria, Trinidad and Tobago, Taiwan, Turkey, Uganda, USSR and Russia, United Kingdom, United States, Venezuela, Vietnam, and the World.
A unique perspective on national and international steel developments over much of the last century is afforded by the document files for each country, which contain diverse information on their steel industries, as well as for individual steel companies and plants. The information, which varies in content and scope from country to country, covers a broad array of economic, corporate, commercial, financial, technical, and governmental subjects.
The major subjects covered include the following: national and regional economic conditions and data, indigenous and imported raw materials, domestic energy supplies, steel-industry statistics, steel-industry and company histories and profiles, steel-plant feasibility studies, plant profiles and visitor’s brochures, plant capacities, shipbuilding plants, plant closings, steel facility descriptions and evaluations, technology and process utilization, steel-market conditions and surveys, steel consumption per capita, product information and quality programs, production data and forecasts, production costs, labor costs and industrial relations, capital input per worker, freight costs, bulk-carriers, steel shipments and pricing, competitive conditions, steel imports and exports, trade agreements, trade association profiles, financial reports, corporate strategies, capacity expansion and replacement, profitability, capital-investment needs, sources and uses of funds, overseas financing, credit-facility memoranda, restructurings, bankruptcies, diversification, privatization, environmental reports, technical and engineering bulletins, press releases, speeches, correspondence, government steel plans, tax policies, and government regulation.
Further information on the world’s steel-producing countries is provided in the steel book and reference collection, which contains a number of corporate and industry histories; the Steel Statistical Yearbook of IISI; the annual statistical reports published in a number of countries, including Brazil, China, Germany, Japan, Korea, the United Kingdom, and the United States; steel reports prepared by the European Coal and Steel Community (ECSC), the Latin American Iron and Steel Institute (ILAFA), and the United Nations; and Metal Bulletin’s Iron and Steel Works of the World. Finally, extensive information on the steel-producing countries is contained in five of Father Hogan’s books: World Steel in the 1980’s, Global Steel in the 1990’s, Capital Investment in Steel, Steel in the 21 st Century, The Steel Industry of China , and The POSCO Strategy.
Energy
The 79 document files on the subject of energy contain papers, speeches, published articles, references, and statistics generally focused on measures taken within and outside the steel industry to address concerns and problems arising from the energy crisis of 1973-1974 and the additional surge in oil prices during 1979. A number of documents describe the energy-conservation measures taken by the steel industry, both in the United States and around the world, while other documents provide information on such subjects as the energy requirements for iron and steel production, energy-saving technologies at steel plants, power costs in the steel industry, the cost of steel-plant steam, coal-based energy, coal gasification, nuclear energy, plasma melting, and the relative energy intensities of steel and other materials. In addition, the Archive’s book and reference collection contains such works as The Oil Import Problem by Sebastian Raciti and A Technological Study on Energy in the Steel Industry by the Committee on Technology of IISI.
Environment
Particularly after the mid-1960’s, the world steel industry increasingly shaped its investment and operating decisions to reflect a growing environmental concern and the need to attain compliance with increasingly stringent pollution-control standards. The Archive’s 69 document files on the environment examine industry measures to abate the air and water pollution associated with such activities as mining iron ore, making coke, producing iron and steel, and rolling and processing finished steel products. In addition, the documents assess the economic impact on the industry and review the technologies and operating changes involved in making steel plants more environmentally compatible. The contents of the files include consultants’ studies prepared for AISI, Reserve Mining Company, and the U.S. Environmental Protection Agency (EPA), as well as papers and studies by AISI, IISI, and a number of steel companies. In addition, Steel Production: Processes, Products and Residuals by Clifford S. Russell and William J. Vaughan is included in the Archive’s book collection.
Analysis: Energy and the environment are interrelated subjects, since the most effective way to avoid environmental pollution is to reduce energy consumption. During the past three decades, the energy consumed in steelmaking has been cut by more than 45%, limiting carbon dioxide emissions by a comparable amount. At the same time, air and water pollution from steel mills has been reduced by upwards of 90%. Contributing to this progress has been the application of the latest in control technologies and savings in energy that have resulted from the adoption of such production advances as continuous casting, direct rolling, waste heat recycling and cogeneration, and the use of more recycled ferrous scrap, mainly in electric-arc furnaces, and also as a result of process and practice changes in the basic-oxygen furnace or BOF.

Not only is steel the most recycled production material, but in the form of ferrous scrap that has been melted previously, it stores energy and can be reused over and over again. The steel industry puts some recycled steel into virtually all the new steel it produces, and by emphasizing recycling, it conserves both energy and such raw materials as iron ore and coking coal, which limits both land disturbance and greenhouse-gas emissions. Underscoring the extent of the industry’s recycling effort, some 98% of all cars are now recycled, and 28% of all the steel in the UltraLight Steel Auto Body (ULSAB) is made from recycled ferrous scrap.
During 1990-2002, the U.S. steel industry’s energy intensity per ton of steel shipped declined 17% to some 14 million BTU’s, and the industry has made a commitment to achieve an additional 10% reduction by 2012, which will require continuing investments in new technologies to both increase productivity and further reduce carbon dioxide and other emissions.
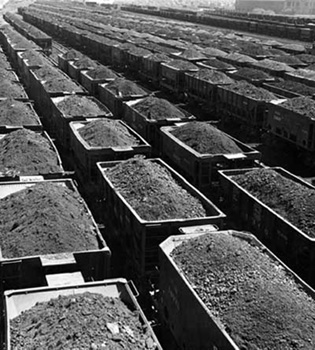
Iron Ore
The Archive’s 144 files on iron ore provide information on such subjects as world supply and demand, market analyses, iron-ore economics, production statistics, iron-ore trade, ore prices, world and country reserves, captive supplies, costs of production and shipping, bulk-carrier ore transport, beneficiation, pelletizing, sintering, world pellet-plant capacity, taconite production, mining-project profiles, mining-company histories and financial reports, and iron ores from Australia, Brazil, Canada, Liberia, Mexico, Sweden, the United States, and Venezuela. This information, including iron-ore research by Thomas E. McGinty, is complemented by a number of the Archive’s books and references, such as the statistical report, Iron Ore, published annually by the American Iron Ore Association (AIOA); the study Iron Ores and Ironmaking in the World by Battelle Memorial Institute; the BHP Pocketbook of the Broken Hill Proprietary Co. Ltd.; An Inventory of the Free World’s Iron Ore Deposits, an unpublished study by F.M. Chace; The Changing World Market for Iron Ore, 1950-1980 by Gerald Manners; the Cliffs Iron Ore Analyses, published annually by Cleveland-Cliffs Inc.; Metal Bulletin’s Iron Ore Databook; three studies by the IISI Committee on Raw Materials, Report on Iron Ore, Past Trends, 1950 to 1974, The World Market for Iron Ore, and The Outlook for Iron Ore, Cokeable Coal and Scrap; the Iron Ore Analyses of Malmexport AB; the United Nations’ publication, Survey of World Iron Ore Reserves; and the Proceedings of the Ninth Pacific Trade and Development Conference on Mineral Resources in the Pacific Area.
Analysis: In 2000, the world produced 1.07 billion tons of iron ore, used mainly to supply blast furnaces smelting 577 million tons of iron. The leading ore producer was China, which mined 224 million tons of mainly low-grade ore with an average iron content of about 30%, less than half the content of China’s imported ores. Much of the domestic ore must be enriched using concentrators installed at a number of mines. By contrast, the world’s second and third largest producers, Brazil and Australia , mine ores containing 65% or more iron, their 2000 outputs amounting to 209 million and 168 million tons, respectively. Next in line among the world’s top ore producers were Russia with 87 million tons, India with 73 million, and the United States with 63 million tons.

Fortunate for the world steel industry, iron-ore resources are in abundance, being located beneath 4% to 5% of the earth’s crust. They are not, however, distributed evenly, with large, rich deposits found in some countries and virtually none in others. Japan , for example, despite its 2000 ranking as the world’s second largest steel producer, relies on imports for all of its ore, while Brazil , number eight in steel, has enough rich ore reserves to supply the entire world for at least the next 25 years.
Much of the ore now used by the world’s iron and steel producers is beneficiated or upgraded to some extent, the two most common upgrading methods being sintering and pelletizing. Sinter is produced by heating fine ore mixed with coal dust or coke breeze to obtain a clinker-like substance, whereas iron-ore pellets, which usually are less than one inch in diameter, are made from concentrates of varying qualities of ore, including taconite. Both upgraded ore products make the blast-furnace burden more permeable, which contributes to furnace productivity.


Labor
The 27 labor files provide information on steel-industry labor relations, primarily in the United States, treating such subjects as historical developments dating from the 1850’s, labor costs and productivity, collective bargaining, labor disputes and strikes, labor agreements, pensions and pension liabilities, wage stabilization, and supplemental unemployment benefits. Also included are a number of files dealing with the guaranteed annual wage, a subject studied extensively by Father Hogan, who in 1953 became a member of United States Steel’s Guaranteed Wage Subcommittee. Additional information on steel labor is provided in the files on individual-country steel industries under the heading “industrial relations,” and in the Archive’s books and references, including Current Practices in Industrial Relations in the Steel Industry by the Committee on Industrial Relations of IISI, The Steel Workers by John A. Fitch, Labor Policy of United States Steel Corporation by Charles A. Gulick, Collective Bargaining in the Basic Steel Industry by the U.S. Department of Labor, John L. Lewis by the United Mine Workers of America, and Father Hogan’s books Productivity in the Blast-Furnace and Open-Hearth Segments of the Steel Industry and Economic History of the Iron and Steel Industry in the United States (Five Volumes).

Analysis: During 1980-2003, despite a 35% increase in world crude steel production from 716 million to 965 million tons, steel-industry employment underwent sharp declines in most countries. An average decline of 57% was experienced in 24 countries for which IISI tracks data, all of which saw steel employment trend significantly lower over the period. In the European Union, it fell 66%, from 792 thousand to 269 thousand workers. In the United States and Canada , it fell 61%, from 460 thousand to 179 thousand, and in Japan from 380 thousand to 170 thousand workers, a decline of 55%. Likewise in Brazil , steel employment dropped 48%, from 132 thousand to 68 thousand workers. With steel production and industry employment trending in opposite directions, the production of each worker rose some 200% in the EU, about 140% in the United States and Canada, and approximately 115% in Japan.
These marked gains in worker production and the associated declines in steel employment can be traced to a number of world-steel developments in the post-1980 period. Heightened domestic and international competition within the steel industry, including the competitive challenge from minimills, has combined with external competition from substitute materials to make continual cost reduction imperative to steel-company survival. To lower their costs, steel companies in both industrialized and less-developed countries have rationalized, privatized, and consolidated their capacities, sometimes internationally, thereby eliminating redundant operations. At the same time, the ongoing transition from batch-type to more efficient, continuous processing in the manufacture of steel has eliminated multiple production steps and their onetime labor requirements.
Markets, Steel
Information on the markets for steel, often called the steel-consuming industries, is provided in 247 document files relating to steel-product usage in agriculture, appliances, automobiles, construction, general applications, the oil and gas industry, the railroad industry, and shipbuilding. Other, broad-based market information and data are contained in Father Hogan’s five-volume economic history of steel, in the Archive’s collection of statistical reports for various countries, and in such books and references as Large Uses in Small Ways, the AISI publications Steel Facts and Charting Steel’s Progress, the Organization for Economic Cooperation and Development (OECD) publication The Steel Market in…and Outlook for in various years, and the Economic Commission for Europe (ECE) of the United Nations publication The Steel Market in for various years. The historical and other steel-market developments recounted below, which are primarily based on the U.S. experience, reveal the interdependence of the steel industry and other industries that are consumers of iron and steel products.
Agriculture
The files relating to steel’s contribution to agriculture include documents on the farm-equipment industry, Deere and Company, International Harvester Company, various types of farm machinery and equipment, tractor sales by end use, tractor prices, and census data on farms and farm equipment.
Analysis: The agricultural revolution of the twentieth century is a tribute to generations of farmers and ranchers, who by their hard work have harnessed a recurring stream of scientific and mechanical innovation to greatly improve soil preparation and conservation; the planting, cultivation, harvesting, and rotation of crops; and the breeding and raising of livestock. Compared to 1900, when each farmer was able to supply enough food and fiber to sustain eight persons, a remarkable growth in farm productivity pushed that number to more than 200 as the century drew to a close. The mechanization of agriculture was one of the prime movers of this progress and never would have been possible without the use of iron and steel.
The contribution of iron and steel to agriculture has come with the development of a wide variety of farm machinery and equipment. Starting in the early 1800’s, iron first replaced wood in the manufacture of horse-drawn plows, and in 1846, an Illinois blacksmith named John Deere rolled the first cast steel for plows. By the mid-1800’s, the machine age of farming had dawned, when Cyrus McCormick’s reaper, incorporating iron and steel parts made from bars, plates, and rods, reduced the cost of harvesting by one-third, and threshing machines had come into widespread use in large grain fields.
Nonetheless, through the first two decades of the twentieth century, wire and posts for fencing continued to represented the principal market for steel on the farm, a far more essential role awaiting the 1920’s, when the introduction of gasoline-powered tractors needing steel in significant quantities seriously started to displace horses in favor of mechanized plows. On U.S. farms, the use of draft animals had reached its peak in 1918, when the farm population of horses and mules totaled 26.7 million, compared to only 85 thousand tractors, many of which were big and inefficient, steam-powered units.
It also was in 1918, immediately after World War I, that Ford Motor Company gave mechanized farming a major boost by mass-producing 34 thousand gasoline-powered Fordson tractors. Soon the tractor became a source of energy to operate such power-driven machines as mowers, corn pickers, harvesters, and combines, and once farmers rapidly adopted the internal combustion engine, steel’s role in agriculture became indispensable.
Today, following decades of improving farm productivity, crop yields are benefiting from global positioning system (GPS) technology that enables the farmer to plow perfectly straight rows from the air-conditioned cab of a satellite-guided tractor, which continues to be made mainly of steel.
Appliances
The Archive’s files on steel use in appliance manufacturing provide information on the history of steel in appliances, electrical-appliance sales, the use of appliances in U.S. homes, and steel shipments to the appliance industry.
Analysis: As the twentieth century dawned, relatively small amounts of iron and steel were being used to make stoves, kitchen utensils, and cutlery, and some 25 years were to elapse until three major developments gave rise to an appliance industry that was to become a thriving new market for steel. First, households and other consumers started to replace their old cast-iron stoves with sheet-steel kitchen ranges. Second, manufacturers of washing machines started to turn away from wood and copper in favor of galvanized steel. And third, manufacturers of household refrigerators, which had first been introduced in 1912, started to overcome consumer resistance with more reliable electric models, which became an acceptable alternative to the old-fashioned, wooden icebox. With these trends in place, appliance makers started to develop closer working relationships with the steel industry.
Like the icebox, the first refrigerators also were made of wood, which was subject to rot, a problem overcome in 1927, when General Electric Company introduced the all-steel refrigerator. Beyond the major appliances, steel also became the preferred material for manufacturing a variety of smaller household appliances, such as vacuum cleaners, electric irons, water heaters, toasters, hot plates, waffle irons, and other small cooking implements. So popular did new appliances of all types become that their sales and consumption of steel increased even during the Great Depression, with the exception of only two years, 1932 and 1938.
During World War II, appliance manufacturing was largely suspended, and after the war, the appliance industry ramped up its output to meet pent-up demand, introduced refinements and new features to its existing product line, and then started to market a number of new products, including clothes dryers, freezers, dishwashers, and room air conditioners, all of which were and continue to be built primarily from steel.
Automotive
The document files contain information about the development of this leading steel market, including automobile-industry and company histories, the production of automotive steels, growth of the auto-steel market, the location of U.S. auto plants, the auto industries of Japan and Korea, world auto-industry relationships and surveys, auto-industry economics and competition, industry capital expenditures, auto-company sales and profits, partnerships between the steel and auto industries, competition from substitute materials, plastics and auto recycling, automotive use of Zincrometal, statistical references and research, motor-vehicle statistics of Japan, statistics on trucking, trucks vs. freight trains, the Titus mill and the automobile body, early automobiles, the Selden Patent, automobile mass production, the Chrysler and American Motors merger, interviews with Charles S. Mott of General Motors and Edward Fisher of Fisher Body, automobile and truck brochures, and publications of the Automobile Manufacturers Association (AMA) and General Motors Corporation. In addition, the AMA publication Automobile Facts and the IISI report Intermaterial Competition for the Body in White of the Passenger Car are contained in the Archive’s reference collection.
Analysis: In 1900, there was such fear surrounding the first automobiles that a Vermont ordinance required a mature person waving a red flag to walk one-eighth of a mile in front of any moving vehicle. For the steel industry, automobile builders scarcely existed as a market, and except for engine production, wood was practically the universal automotive material, not only for the body, but for wheels and axles as well. The sheet and alloy steels that one day would be widely used by the auto industry were produced only in limited quantities.
During 1900-1920, all of this started to change. The hundreds of small car-building shops of the 1890’s gave way to fewer, more entrepreneurial companies with innovative leaders, who eventually transformed the automobile from an expensive horseless carriage into a more reliable and affordable mode of transportation. Leaders named Benz, Buick, Durant, Ford, Leland, and Olds did this by adopting the basic principles of mass production, including the assembly line, standardized and interchangeable parts, and efficient plant and equipment layouts, all manufacturing methods they appropriated from the meat-packing, firearms, and machine-tool industries and then brought to new levels of refinement and perfection.
As automobiles started to win broader acceptance, the steel industry and other suppliers strove to meet the auto industry’s special needs. States and localities started to build paved roadways, which were practically non-existent. Gasoline was made more plentiful by advances in the cracking process for petroleum, and the rubber industry worked to develop smoother-riding, more wear resistant tires. One by one, limitations on the auto industry’s growth started to be eliminated.




At first, automakers pretty much took their steel as they found it, using steels produced for other purposes. Gears were cut from tool steel, and engine parts were made from billets intended for rolling rails. Tubing for bicycles was used in building chassis, and cylinders were cast from iron suited for stoves. All of this made for vehicles that were constantly breaking down, and by 1905, auto engineers, notably those at Ford Motor Company, had identified the need for automotive steels with particular properties. Before long, the interdependence of the steel and automobile industries was to become well established.
By 1910, the development of alloy steels made to automakers’ specifications was proceeding rapidly, and the Society of Automotive Engineers (SAE) went to work in establishing a standard specification system to classify steels by alloy content. Up to that time, the preoccupation of automakers with mechanical problems saw most auto-body design and construction farmed out to builders of coaches and buggies. Accustomed to working with wood, they first used steel panels attached to wooden frames only because finishing the steel took one-third less paint than did wood sheathing. The early bodies they designed were a mass of straight lines and right-angle bends, so that steel sheets without drawing qualities, similar to black plate for tinning, were adequate for their needs.

After 1910, angular automobile designs started to be discarded in favor of more contoured models, a trend that called for the development of forming dies, stamping presses, and above all, higher grade, drawing-quality steel sheets. Auto companies began to specify sheets having particular formability and surface qualities, and the steel industry worked to meet these demands by improved box annealing and by supplying unprecedented quantities of hand-rolled, full-finished sheets for the stamping of hoods, hood sides, and fenders.
By 1920, although the railroad industry remained the principal market for steel, the auto industry had become one of the fastest growing sources of steel demand. That year, U.S. automakers consumed 915 thousand tons of rolled, finished-steel products, up from only 71 thousand tons ten years earlier. This increase in the auto-steel market reflected the growth of car and truck production from 187 thousand to 2.2 million units.
Industrial growth during 1920-1930 was spearheaded by the automobile industry, which continued to place demands on its supplier industries for ever-increasing quantities and qualities of their diverse products. Among the important factors driving the auto industry’s growth were a shift from the open to the closed car, lower car prices, lower operating and repair costs, credit and installment buying, and a four-fold expansion in the miles of paved roads and highways.

The shift to the closed car and the introduction of the monopiece body by the Budd Company brought radical changes in stamping requirements and placed demands on the steel industry for much wider, hand-rolled sheets. However, beyond upgrading their hand-rolling operations, steel producers were to respond to burgeoning sheet demand by adopting one of the all-time, most significant advances in steel technology, the continuous hot-strip mill. In January, 1924, the American Rolling Mill Company placed into operation at its Ashland , Kentucky plant the first successful continuous wide strip mill, which by 1927 was rolling 36 thousand tons a month, twice the level needed to make the mill pay. By the mid-1930’s, the U.S. steel industry was to invest half a billion dollars to install 27 such mills with a combined annual rolling capacity of nearly 13 million tons.
The auto industry was to be the principal steel consumer served by this new capacity. However, the auto market’s growth was interrupted by the Depression, followed by the suspension of civilian auto output in mobilizing for World War II. In 1929, the industry sold 5.3 million vehicles, a record that would stand until 1949. Automotive steel consumption in 1929 reached 5.5 million tons, marking a five-fold increase in under ten years. But this tonnage wouldn’t be regained until 1936-37, and at the depths of the Depression in 1932, auto output dropped to 1.3 million units, the lowest level since 1918.
Rather than slowing automotive progress, the weak auto market of the 1930’s heightened competition and gave rise to major design changes, aimed at adding sales appeal to cars of the day. Such innovations as the all-steel body, the turret-top, and streamlining, not only increased the steel content of the average car, but also called for the development of more advanced drawing-quality sheets with metallurgical properties capable of withstanding the radical stamping impressions needed to execute the new designs. The steel industry was quick to respond to this requirement, given extremely depressed overall steel demand and the fact that the auto industry, having displaced the railroads to become the leading tonnage consumer of steel in 1931, was by then firmly established as the most important steel market in revenue terms as well.

In 1948-49, as automakers worked to keep pace with pent-up demand after World War II, U.S. car and truck output once again climbed above the five-million-unit level, last exceeded 20 years earlier. However, given the significant design changes favoring steel, many of which had been initiated in the 1930’s, each post-war motor vehicle contained an average 75% more steel, boosting the auto industry’s yearly steel consumption toward 10 million tons for the first time.
In 1950, when world motor vehicle production was approximately 10 million units, North American automakers accounted for an output share of more than 80%. Over the next fifty years, world production trended upward to 58 million units in 2000, and the North American output share declined to some 25%, with roughly equivalent shares accounted for by Europe , Japan , and all other nations. This growth and geographic dispersion of car and truck production made the automobile industry a major, if not the leading, source of steel demand in many countries, including the United States, Canada, Brazil, Japan, Korea, the United Kingdom, Germany, France, Italy, and Spain.

By the late 1950’s, an active international trade in motor vehicles and parts started to emerge, with the United States becoming the major import market for Volkswagen Beetles and Toyotas. Since then, the world auto trade has become a $500-billion-plus annual business, increasing international competition, most notably in the United States, Europe, and Japan, as well as international auto-company ownership, joint ventures, and the establishment of so-called transplant manufacturing facilities. In addition to becoming increasingly international, the world auto industry has undergone other major changes that have influenced its role as the steel industry’s most important market. In the late 1960’s, growing concerns for the environment and automotive safety started to bring about revolutionary advances in automotive design and engine technology that have continued to the present.
In the 1970’s, OPEC’s two major oil shocks set in motion programs to downsize U.S. cars and to reduce the weight of vehicles everywhere in the interest of increased fuel efficiency. This led to increased materials competition from lighter substitutes, including plastics and aluminum, and also to ongoing innovations by the steel industry, including the development of light-weight-high-strength steel sheets, high-tech galvanizing and other corrosion-resistant sheet coatings, and the manufacture of tailor-welded blanks or semi-parts for auto-body construction.
The many challenges faced by the automobile and steel industries have forged an even closer working relationship between them, typified by the Auto/Steel Partnership Program, which involves both industries in nearly every phase of automotive design. The result has been to convert all high-volume vehicles to weight-saving monologue construction in which the steel body itself accounts for the vehicle’s styling, structural integrity, and crash-energy management. Such auto-steel advances have enabled automakers to fulfill their obligations to the environment, fuel economy, and passenger safety, while continuing to meet the market’s needs for a wide variety of vehicles, from sedans and coupes, to minivans and sports-utility vehicles (SUVs). Now, as automakers look to build tomorrow’s hybrid- and hydrogen-powered cars, their close interdependence with the steel industry insures their continuing role as the largest and most important steel market.
Construction
The Archive’s files on the construction market for steel provide information on modern steel construction, steel and architecture, structural steel, construction plates, steel and wood for residential construction, steel for bridges, steel for infrastructure building, construction alloy steels, “Cyclone” steel fencing, history of the structural mill, history of Otis Elevator Company, history of the skyscraper, early iron construction, the market for structural steel in New York City, expansion of the George Washington Bridge, outlook for the housing industry, U.S. steel shipments to the construction industry, an address by James B. Eads of Eads Bridge fame, and publications and papers on steel construction from the American Institute for Steel Construction (AISC), AISI, IISI, and United States Steel Corporation. Additional information on steel and construction is contained in the Archive’s book and reference collection in the following: A.I.S.C. Structural Shop Drafting Textbook, and Steel Construction – A Manual for Architects, Engineers and Fabricators of Buildings and Other Structures, both published by AISC; Iron and Steel Beams, 1873 to 1952, edited by Herbert W. Ferris; and David McCullough’s The Great Bridge.

Analysis: Construction activity, second to auto manufacturing as the largest source of steel demand, encompasses a multitude of diverse project types, from public works, such as highways, bridges, tunnels, airports, dams, and wastewater treatment plants; to commercial construction, including manufacturing plants, warehouses, retail outlets, and office buildings; to residential construction, encompassing single- and multiple-family homes and apartment buildings. The most steel is consumed in the heaviest projects, most of which are most often classified under the general heading of infrastructure and are often designed to provide some basic service to the general population.
The building and improvement of infrastructure represents a recurring need in both industrialized and developing countries, generating an ever present, though fluctuating market for such steel products as structural shapes, plates, concrete reinforcing bars, wire, and pipe. The extent of infrastructure building at any given time is usually determined by the availability and allocation of public funding, and many industrialized countries in recent years have placed a higher priority on social spending, which has created backlogs of delayed infrastructure projects.

Reinforced concrete has been the principal competitor of steel in infrastructure building and for other heavy construction projects, challenging steel even in high-rise construction. In recent years, however, the market inroads made by concrete appear to have been stabilized, and steel has been mounting an effective competitive challenge of its own, most notably against wood in framing for residential construction.
The steel industry had attempted to introduce steel-framed homes as early as 1933, with an exhibition at the Chicago World’s Fair, but its effort did not meet with significant market success until some six decades later, when a sharp escalation of lumber prices started to erode the resistance of carpenters and builders accustomed to working with wood. The use of galvanized steel framing has since made significant inroads into the home-building market, assisted by an active educational and sales promotion effort by steel companies and their trade associations, including AISI and IISI. Meanwhile, galvanized steel has become the preferred framing material for use in constructing hospitals, office buildings, shopping malls, and other commercial buildings.
General
The “General” files contain documents on the overall steel market and also on more specific sources of steel demand not categorized elsewhere in the Archive. The information provided includes steel-market forecasts, economic forecasts, instructions for reporting steel shipments, steel consumption by industries, steel distribution to consuming groups, demand for merchant wire products, capital-goods expenditures, high-technology capital spending, steel use in the electric-machinery industry, steel use in the chemical industry, and the U.S. geographic markets for tinplate.
Oil and Gas
Files on the oil and gas industry as a market for steel provide information on the nature of the industry, its competitive structure, its worldwide capital investments, their effect on the steel market, petroleum company financial analyses, world oil-country-tubular-goods (OCTG) mills, the OCTG market, U.S. statistical data on OCTG, world OCTG shipments, oil and the environment, and steel for offshore drilling in the Gulf of Mexico.
Analysis: Underscoring industrial interdependence, a steadily increasing U.S. automobile population in the 1920’s pushed gasoline demand and crude oil production to record levels. The gasoline that fueled the auto industry’s success required increased crude oil production and advances in the cracking process first introduced in 1913 by Standard Oil of Indiana, which had doubled the yield of gasoline from crude to 20%. During the 1920’s, oil output rose from 440 million to one billion barrels, and with gasoline yields improving to more than 40%, gasoline production increased to 435 million barrels.

By about 1925, exploratory drilling already had been carried out at most U.S. locations with surface indications of possible oil or with favorable domed land formations, like the one that led to the famed 1901 strike at Spindle Top in Texas . Thereafter, the science of geology, once spurned by many oil companies, came into wider use, along with the first portable seismographs, to help locate domes in the sub-strata.
More recently, to meet the world’s growing oil and gas needs, oil explorers and geologists have been locating new reservoirs by using three-dimensional seismic technology teamed with powerful computers to turn voluminous sonic and acoustic measurements into sophisticated maps and high-resolution images, affording them detailed views of geological formations many miles below the earth’s surface, whether land or sea. While Spindle Top’s oil was a thousand feet down, today’s wells are commonly drilled to 15 thousand feet or more. Even at increasing depths, however, new technology promises to improve the success rate of exploratory wells from 30% to some 50% in the years ahead.


The deeper the exploratory or production well to be drilled, the more steel is needed in the form of drill pipe, oil-well casing, and tubing. A well 15 thousand feet deep requires about 55 tons of OCTG, with additional steel plates and structural shapes needed to build a drilling platform and a 15-story drilling rig. But this is just the beginning. Substantial quantities of steel also are needed to collect the crude oil or natural gas, to build and maintain refinery capacity, to move the gas, oil, and refined oil products by pipeline to distant markets, and to construct storage and distribution facilities.


In a continuing effort to reduce drilling costs and maximize production from new and established reservoirs, the oil and gas industry has been adopting a number of innovative drilling technologies. These have included the horizontal production well, which laterally penetrates a reservoir and circumvents the need to drill additional vertical wells; the multilateral well, which is drilled from an established well, which is then closed off; and the designer well, drilled with precise targeting and often redirected to tap multiple pockets of oil within a given reservoir. Although these innovations can reduce the steel consumed in drilling, the oil and gas industry would be unable to function without steel, as would the automobile industry that makes cars and trucks so dependent on oil and gasoline.
Railroads
Document files on the railroad industry and its role as a steel market contain information on the early history of U.S. rail production, chronological and historical facts on the railroad industry, railroad company histories, railroad statistics, railroad steel demand, steel for rail and rail-car production, locomotive building, diesel vs. electric locomotives, box and refrigerator cars, piggy-back flat cars, railroad operations and costs, railroad capital expenditures, administered rail rates and competition, and papers and publications of the Association of American Railroads (AAR) and locomotive builders General Electric Company and Westinghouse Electric Corporation. The Archive’s reference collection includes such AAR publications as A Review of Railroad Operations, Railroad Review and Outlook, and Yearbook of Railroad Facts.
Analysis: Dating from the 1870’s, the U.S. steel industry’s early growth and development was closely tied to the manufacture of rails for an expanding railway system, which by 1930 operated 430 thousand miles of track. Then, as the Depression brought severe declines in railroad operations, the automobile industry displaced the railroads as the leading steel market. In 1932, U.S. rail production fell below a million tons for the first time in over 50 years, and the production of rolling stock slowed to a crawl. The result was to cut the railroad industry’s share of total finished steel demand to 10% from more than 25% ten years earlier.


During the 1950’s, the railroad industry in many countries started to see its dominant position in passenger and freight transportation increasingly challenged by the trucking and airline industries, gradually diminishing its role as a steel consumer. This threatened to make the market for railroad steels a replacement market, related primarily to maintaining the rails, rolling stock, and infrastructure of existing railroads and commuter rail systems. However, over the last few decades, railroads have moved to counter their losses in passenger traffic by constructing new, high-speed railways, thereby giving renewed impetus to their role as steel consumers. The high-speed trains, which are capable of traveling in the range of 125-200 mph or faster, have created a demand for rails and for other steel products needed to build new rights of way and to manufacture more powerful locomotives and sleek new passenger cars for the railways of tomorrow.
Shipbuilding
Documents in the shipbuilding files contain information on the shipbuilding industry’s history, industry profiles and statistics, new ship construction, ports and ore carriers, the optimum size of ore carriers, the U.S. bulk-carrier fleet, and a brief history of the U.S. Merchant Marine. In addition, the book and reference collection includes Big Load Afloat: U.S. Domestic Water Transportation Resources by the American Waterways Operators and the IISI publication The Seaborne Transport of Iron and Steelmaking Raw Materials.
Analysis: The shipbuilding industry is a significant steel consumer in a number of countries, although the industry’s business and its steel needs have been very cyclical. During 1975-2000, for example, the world’s annual deliveries of ships over 100 gross tons varied from a 1975 peak of 34.2 million gross tons to a 1988 low of 11.3MGT, followed by an irregular recovery to 31.7MGT at the end of the period.
Most of the industry’s ship tonnage is accounted for by very large vessels, including oil tankers, which in recent years have provided about 23% of the total, freight and container ships (20%), chemical tankers (14%), bulk-cargo carriers (14%), and cruise ships (9%), with the remaining one-fifth of the business in the form of LNG carriers, offshore oil platforms, naval vessels, and other ships. Their construction requires a number of specialized steel products, including various grades and sizes of shipbuilding plates, bulb flats, pipe and fittings, and special shapes and profiles. Among the plate products consumed are anti-corrosion grades for crude-oil tankers and clad and stainless grades for chemical tankers.
Among the very large ships, tankers are built at yards in Brazil, China, Croatia, Japan, Korea, Poland and the United States; container ships in China, Denmark, Japan, Korea, Poland, and Taiwan; bulk-cargo carriers in China, Japan, Korea, and Taiwan; LNG carriers in Japan, Korea, and Spain; and cruise ships in Finland, France, Italy, and Japan.
Far and away, the world’s number-one shipbuilding region is the Far East , which accounted for nearly 84% of total tonnage deliveries in 2000, up from 51% in 1975. In 2000, Korea became the world’s leading shipbuilder on a tonnage basis, delivering 12.2MGT and moving slightly ahead of Japan , which delivered 12.0MGT. Ranking third in the world was China at 1.6MGT. Among other regions, Western Europe contributed about 11% of the world’s ship tonnage, Eastern Europe about 4%, North and South America less than 1%, and all other countries some 2%.
Starting in the 1950’s, when bulk cargo carriers of 50 thousand DWT were considered large, Japan’s steel and shipbuilding industries spearheaded the growth of bulk-carrier size to accommodate the transportation needs of the country’s rapidly expanding, deepwater steel plants. Notably, both of today’s dominant shipbuilding countries, Korea and Japan, have major, coastal steel plants with a near total dependence on imported iron ore, coking coal, and other essential raw materials, which they now receive in bulk cargo carriers as large as 250 thousand DWT. In turn, water transport links the steel plants to world-class shipyards, the latter providing an effective way to turn plates and other steel products into very large ships, high-value-added, manufactured products that are a leading source of export revenue.
Minimills
The Archive’s 51 minimill files contain information on the minimill concept of steel production, its economics in comparison to that of the major mills, technology and plant flows, operating costs, equipment needs and capital costs, DRI-based costs, role in the U.S. steel industry, U.S. plant lists and map, plants in the United Kingdom, financing and financial projections, growth in plant size, feasibility studies, raw-material requirements, original product markets, rod production, role in the flat-rolled steel business, and membership list of the Concrete Reinforcing Steel Institute (CRSI). The files also include documents relating to minimill pioneers Dr. Willy Korf and Nucor’s F. Kenneth Iverson.
Among the Archive’s minimill books and references are the following: Minimills and Integrated Mills: A Comparison of Steelmaking in the United States by Father Hogan; KORF 25 Years: 1955-1980, published by KORF Stahl AG; Economics of the Minimill by Peter Marcus and Karlis Kirsis; and RIVA 1954-1994 by Margherita Balconi. Lists of current and former minimills are contained in a number of references, including the Membership Directory of the Steel Manufacturers Association (SMA), the Directory of the Steel Bar Mills Association (SBMA), and in Metal Bulletin’s Iron and Steel Works of the World.
Analysis: The minimill, a classic example of the way new technology drives competition, emerged in the early 1960’s as a means of exploiting continuous casting, then in the initial stages of its commercial introduction. The first minimills used simple billet-casting machines to link their electric furnaces and flexible rolling mills, which permitted them to enter the steel business on a highly competitive basis for a very limited investment. Their size and approach to production were conducive to simplified corporate and operating structures, much lower overhead costs, and greatly reduced labor inputs relative to their much larger, integrated competitors.
The success of today’s two-million-ton-plus, flat-product minimills makes it easy to forget just how small their early counterparts were and just how little capital they required. In the mid-1960’s, for example, a minimill with 50-60 thousand annual tons of long-product capacity could be built for under $5 million. Just such a plant was built for $4.2 million, land included, by Tennessee Forging Steel Corporation, which in 1966 started up a 60-thousand-ton minimill at Harriman, Tennessee to produce forging-quality billets, rebar, angles, and smooth rounds for sale within a geographic radius of a few hundred miles.
The early success of small minimills in the United States and in Italy, particularly around Brescia, prompted their spread to other parts of Europe, Canada, Japan, the Middle East, Latin America, and Southeast Asia, helping to boost the world’s electric-furnace steel output from 38 million tons in 1960 to 87 million tons in 1970. Then, as continuous-casting technology advanced, so did the role of the minimills. Increasing in number and size, their capability extended to the entire long-products segment, which they came to dominate in most parts of the world.

By 1984, there were 330 minimills worldwide, the top-three minimill countries being Italy with 75, the United States with 50, and Japan with 25. Minimill size, contrary to name and concept, had graduated upward, the capacities of many minimills then exceeding 300 thousand annual tons and directed at producing more diverse and sophisticated products to serve wider geographic markets. As the prospects for added growth in long-product markets began to wane, minimills started to seriously consider the possibility of entering the flat-rolled business.
In 1986, Nucor Corporation was on the verge of installing its first “thin-slab” caster at Crawfordsville , Indiana , having selected new technology developed by Schloemann-Siemag (SMS). Nucor’s breakthrough came with the August 1989 startup of Crawfordville’s new minimill, having an initial capacity to produce 907 thousand annual tons of hot-rolled sheets. Additional minimills in the United States and other countries have since entered the flat-rolled business, and Nucor now operates four thin-slab plants with a combined sheet capacity of about 10 million annual tons, helping to make the company the largest steel producer and scrap recycler in the United States .
Productivity
Documents on productivity are contained in 51 files, which provide information on such subjects as the concept of productivity, its role in economic prosperity, its use to gauge economic performance, its measurement in the steel industry, its analysis in manufacturing plants, the influence of technology and bottlenecks, productivity accounting, international productivity comparisons, productivity in selected industries, productivity and unit labor costs, management productivity, capital requirements and productivity, Jones & Laughlin Steel Corporation and productivity, Father Hogan on productivity, and productivity trends in merchant blast furnaces, open-hearth furnaces, and minimills. In addition, the Archive’s book collection contains the following: Father Hogan’s first book, Productivity in the Blast-Furnace and Open-Hearth Segments of the Steel Industry; a related publication Productivity in the Light Flat-Rolled Segment of the Steel Industry by Thomas F. Walsh, S.J.; The 1970’s: Critical Years for Steel by Father Hogan; and the Anglo-American Council on Productivity’s Productivity Team Report: Iron and Steel.
Analysis: Productivity is an input-output relationship expressed as a ratio between the input factors in production and the resultant output or product. It is fundamentally the production obtained per unit of resources consumed in the productive process, and its improvement generally means that more has been obtained from a given input. Consequently, the concept of productivity is interwoven with the most basic of economic objectives, the optimum utilization of scarce resources.
To increase productivity means to take what we have and make more of it, more goods and services to raise living standards, so that the rate of productivity growth indicates just how well producers have used the various productive resources or inputs to satisfy the needs and wants of consumers. A gain in productivity, therefore, is a gain in real wealth.
There are three general types of input factors in any manufacturing operation, labor, materials, and machinery. They function together, with labor applying the machinery to the materials in order to shape some product, which makes it difficult to determine precisely what portion of the final output derives from each of the three interrelated inputs. A gain in productivity usually comes from many sources of improved resource utilization, including better trained and more efficient labor, improved working conditions, enhanced management, increased investments in new tools and technologies, more effective plant layouts and output flows, higher quality raw materials, and closer to optimal operating rates.
The general input category labor encompasses the total human effort, mental and physical, needed to sustain a particular manufacturing operation. In steel, as in most other industries, this input is difficult to measure, given the numerous job types and diverse skills of production and non-production workers in operating, maintenance, managerial, administrative, supervisory, professional, technical, and clerical positions. Nonetheless, steel productivity is commonly assessed using such readily available measures of labor input as the number of employees or hours worked, which treat all labor as though it were homogeneous.
In the steel industry, the second input category, materials, varies with a given steel plant’s degree of process integration and is comprised of all or some of the following: raw materials, including iron ore, coking coal, and limestone, as well as such processed inputs as beneficiated iron-bearing materials, direct-reduced iron (DRI), pig iron, coke, semifinished steel, scrap, alloys, refractories, electricity, oil, natural gas, and a number of other raw and intermediate inputs. Raw materials of varying quality are found in nature and can improve or penalize productivity. However, many such raw inputs now have been displaced by higher quality, processed inputs to which labor and capital already have been applied, further complicating productivity measurement.
Although the third input category, machinery, is also difficult to measure, advances in steel technology over the last century have combined with improved material and labor inputs to greatly increase the ability of steel producers and their employees to supply significantly more steel with much less labor. Existing blast furnaces have been able to produce significantly more iron; basic-oxygen, electric-arc, and ladle furnaces have accelerated steel melting and refining; continuous casting has eliminated a number of processing steps, boosted yields, and saved energy; and continuous rolling mills continue to improve product quality long after replacing slow, labor-intensive hand rolling. These and other advances in steel technology all have been enhanced considerably by the application of computers to everything from metallurgical analysis to output scheduling, equipment control, order tracking, and product testing, all of which has had a dramatic impact on steel productivity.
For all of the above reasons, it is important to recognize the limitations of steel productivity findings based on measuring only one interrelated input factor, while excluding the other two. Preferably, measures of all-factor productivity (AFP), however difficult or complex, should be more widely applied in determining just how effectively steel plants, companies, and industries are utilizing all of the resources they need to make steel.
Scrap
Information on scrap, or more specifically iron and steel or ferrous scrap, is contained in 118 document files on such subjects as: U.S. supply and demand trends and outlook, geographic distribution of U.S. demand, supply in New York City, exports and prices, export monitoring, world supply and demand by countries, demand in Latin America, the U.S. reservoir of obsolete iron and steel, scrap processing capacity, automobile shredders, scrap identification, techno-economic model of the scrap industry, the 1973-74 shortage period, residual elements in scrap, tin and copper residuals, tinplate scrap, trends in scrap quality and DRI demand, pig iron and other scrap substitutes, steel technology and scrap consumption, electric-furnace melting and scrap demand, scrap quality and continuous casting, efficient scrap usage, scrap and castings quality, the steel castings industry, scrap for gray iron foundries and cupola melting, scrap and facility planning at United States Steel, secondary resource recovery, briquetted turnings, history and use of carbo-scrap, industrial scrap generation, scrap from construction, and scrap recycled from automobiles, ship breaking, used steel cans, and other packaging and containers.
The files include a study prepared for AISI by Father Hogan and Frank T. Koelble, Purchased Ferrous Scrap: U.S. Demand and Supply Outlook; a study by Battelle Memorial Institute for the Business and Defense Services Administration (BDSA), U.S. Department of Commerce, Supply and Availability of Obsolete Iron and Steel Scrap; and a study by Batelle personnel for the Institute of Scrap Iron and Steel, Inc. (ISIS) and EPA, Increased Recycling of Ferrous Solid Waste. Among the Archive’s books and references discussing ferrous scrap are The Outlook for Iron Ore , Cokeable Coal and Scrap, published by IISI, and Slag, Scrap, Services…Heckett, published by Heckett Engineering Company.
Analysis: Ferrous scrap, an indispensable production material used primarily by the steel and foundry industries, is most often categorized into three major types, revert, prompt-industrial, and obsolete, depending on its source of supply.
Revert or home scrap consists of iron and steel, non-salable as product, generated during steel and foundry operations. Resulting from yield losses in the production process, it takes the form of croppings from semifinished steel; trimmings from plates and other rolled products; rejects from casting, rolling, and processing; and additional iron units from blast-furnace scrap, slag, pouring losses, mill scale, and scarfings. Nearly all of this high-quality ferrous scrap remains within its home steel plant, where it is returned or reverted for remelting.
Prompt-industrial scrap, generated by the iron- and steel-consuming industries in manufacturing their products, results from trimming and other losses in stamping, fabricating, and machining operations, as well as from manufacturers’ rejects of steel products and castings. Manufacturers directly and promptly return such high-quality scrap to steel plants and foundries under contract or by having it auctioned as factory bundles.
Obsolete scrap is recovered from discarded, usually obsolete iron- and steel-containing products and from the demolition of buildings and other structures. Unlike revert and prompt-industrial scrap, which are prime production materials from known and readily accessible sources, obsolete scrap is derived from as many sources as there are products and structures into which iron and steel and other materials once were incorporated. Consequently, most obsolete scrap is lower in quality and less consistent in chemistry, contaminated with higher levels of non-ferrous residuals or tramp elements, which limit its utility in producing low-residual steels.
Because of the diverse nature and wide geographic dispersion of the discards and abandoned structures made available at any given time for conversion into obsolete scrap, its marketing by the ferrous-scrap industry requires an extensive reclamation, processing, and distribution effort. The industry, with its network of collectors, processors, and brokers, provides the essential marketplace for selling obsolete and other purchased scrap for recycling by steel plants, foundries, and other scrap users.


During the 1960’s, two worldwide trends started to emerge that continue to have a major impact on the relationship between ferrous-scrap demand and supply: first, an increase in scrap demand in terms of both quantity and quality, and second, a decline in the rates at which high-quality scrap is generated from both revert and prompt-industrial sources.
The worldwide growth of scrap-based steel production in electric-arc furnaces has paralleled the advent of the minimill and its evolution into a more prominent alternative to the integrated mill in producing an ever-widening range of steel products. The result has been to increase not only scrap demand, but also the need for high-quality, low-residual scrap. Since the late-1980’s, this emphasis on scrap quality has been accentuated by the commercialization of thin-slab casting, which has seen electric-furnace steel increasingly rolled into lower-residual, flat-rolled products.
Counter to the growing demand for higher-quality scrap, long-term improvements in operating efficiency and production yields have been reducing supplies of the best, most readily available scrap. The rate of revert-scrap generation has fallen as continuous casting and the application of computers have increased steel-mill processing yields by 20% or more. Likewise, the flow of prompt-industrial scrap has fallen as enhanced steel-product quality has reduced manufacturers’ reject rates, and computer-driven changes in product design and production have cut materials losses in a variety of manufacturing operations.
Given these divergent trends in scrap demand and supply, scrap consumers with a growing need for higher-quality scrap have become more and more dependent on obsolete scrap, the lowest-quality supply component. This has led to their increased consumption of such high-grade furnace inputs as DRI and pig iron to serve as diluents in reducing tramp-element contamination to acceptable levels.
Service Centers
The 14 document files on service centers contain information on such subjects as: an analysis of the steel service center industry, statistics on steel shipments to the service centers, operations and operating ratios for service centers, a census and profile of the metal service centers, their equipment and expansion plans, the cost of possession for steel, plate processing in the United States, and steel distribution and marketing projections for individual countries. The files include research and papers on the steel service centers from Edward J. Fagan, Larry D. Lewis, and Robert G. Welch, and the Archive’s reference collection contains the Roster of Members of the Steel Service Center Institute (SSCI) for 1985, 1992, and 2000. In 2002, the organization changed its name to the Metal Service Center Institute (MSCI).
Analysis: Some fifty years ago, what were known as steel warehouses started to move beyond that identity to more accurately reflect their true role as key participants in the steel industry. They adopted the new name “service centers” to signify their growing capabilities to inventory, process, and distribute steel and other metals.
Even though service centers strictly do not consume any steel, they rank among the leading steel-industry “customers” in the United States , Japan , Europe , and elsewhere. Having developed into the retail arm of the steel industry, they provide an essential link in the supply chain by distributing steel to a broad spectrum of steel consumers, usually marketing smaller orders than many steel companies prefer to handle, which in the aggregate amount to many millions of tons. It is not uncommon for the steel industries of the United States and Japan , for example, to ship 18-20 million annual tons to their steel service centers.
As a key part of marketing large tonnages in much smaller individual orders, steel service centers perform a variety of specialized processing operations, from slitting and cutting steel to customer specifications to burning steel plates into specified, often intricate shapes, many of which are the equivalent of custom-made, manufactured parts. In so doing, service centers add significant value to the steel they handle and augment their customers’ manufacturing capabilities. Further, they relieve customers of the need to carry their own steel inventories, thereby reducing the so-called “cost of possession” the customers otherwise would have to absorb.
Stainless Steel
Included in the Archive’s 76 document files on stainless steel is information on the following: profiles of the stainless- and specialty-steel industry, shipments of stainless and heat-resisting steels, production by countries, the stainless market by product and end use, stainless demand and capacity, world stainless-steel statistics, U.S. companies in the specialty-steel industry, the U.S. outlook for stainless plates, the specialty-steel market in Germany, specialty-steel profits, stainless vs. carbon steel, stainless products manual, high-chromium stainless, stainless-clad steel, stainless fabrication, stainless melting economics, profiles of Allegheny Ludlum Corporation, stainless produced by United States Steel Corporation, U.S. stainless and tool-steel imports, the ferroalloys industry, and the use of stainless steel for cookware, coal handling, condenser and heater tubing, copper leaching, electrical transmission and distribution, forgings, fume incineration, gas scrubbers, ocean exploration and undersea mining, paper-mill pollution controls, water-desalination and waste-treatment plants. The files contain papers and publications relating to stainless steel from AISI, IISI, International Nickel Company, Metal Bulletin, and United States Steel Corporation. U.S. Steel also published Fabrication of U.S.S. Stainless and Heat Resisting Steels, which is contained in the Archive’s book collection.
Analysis: Specialty steels are generally considered to include stainless and heat-resisting steels, tool steels, high-temperature steels and alloys, pressure and mechanical tubing, and refractory, reactive, and electronic metals. The steel industry’s elite product offerings, they contain expensive alloys, are highly labor intensive, difficult and costly to produce, and suited to “special” or critical applications. Usually made and sold in smaller quantities than ordinary carbon steels, and sometimes tailored to meet unique customer requirements, they also command much higher market prices.
Stainless steel is the number-one specialty steel in terms of tonnage production, with an output that is approaching 25 million tons worldwide on a crude-steel basis. In 2003, stainless output increased about 10% to 22.8 million tons, representing 2.4% of the world steel industry’s total crude-steel production of 965 million tons. Asia was the world’s chief stainless-producing region with an output share of 47%, followed by Europe and Africa with a combined 41%, and the Americas with a 12% share.
Because stainless steel is used for a broad range of applications, it is produced with numerous combinations of alloys, primarily chromium and nickel, and is marketed in a wide variety of shapes and surface finishes. Stainless is used primarily for its superior corrosion resistance, particularly at high temperatures, but also affords an attractive surface, toughness at low temperatures, strength, wear resistance, cleanliness, and ease of maintenance, qualities which make it the most widely used specialty steel.
Stainless steels derive their corrosion resistance mainly from their chromium content, with the alloys aluminum, copper, molybdenum, nickel, and silicon of more limited usefulness in this regard. The most popular stainless steels are the iron-chromium and iron-chromium-nickel types, which are generally categorized according to their characteristics and alloy contents into three general groups: martensitic, ferritic, and austenitic.
Martensitic stainless (400 and 500 series, hardenable by heat treatment) is usually of the iron-chromium type (Chrome 4-18%, Carbon 0.1-1.2%) and has excellent heat-resisting qualities at temperatures up to 1100F. It provides greater resistance to corrosion than alloy steel, but not as much as the other two types of stainless steel. Because it responds to heat treatment, it can be used to develop a wide range of mechanical properties and to provide strength, hardness, and resistance to abrasion in such items as turbine and machine parts, jet-engine compressor blades, bearings, valve trim, nuts and bolts, surgical instruments, and cutlery, the most common, everyday use of stainless steel.
Ferritic stainless (400 series, not hardenable by heat treatment) is also of the iron-chromium type (Cr 15-27, C 0.12 max), is suited to high-temperature use without scaling, and provides good corrosion and oxidation resistance. Always magnetic, it has acceptable ductility, can be fabricated by the usual methods, and has a surface that can be finished to resemble chrome plating, a desirable feature for automotive trim applications. Stronger than carbon steel, it permits the use of lighter gauges to achieve weight reduction in such applications as automotive exhaust systems (grade 409). It also is used in such items as heat exchangers, furnaces, petrochemical equipment, annealing baskets, nitric-acid tanks, food-handling equipment, and a variety of household appliances.
Austenitic stainless (Cr 16-30, Ni 6-26, C 0.08-0.25), the most widely used type of stainless steel, is mainly of the 300 series iron-chromium-nickel type and also of the 200 series in which manganese replaces all or part of the nickel. Nonmagnetic in its annealed state and not hardenable by heat treatment, it provides maximum corrosion resistance, has excellent ductility, and maintains its structure at low temperatures. It is adaptable to welding, standard fabrication, forming, and severe deep drawing, and in the 300 series, it resists oxidation and has high rupture and creep-strength values. Some of its major uses are in chemical and food-processing equipment, winemaking and other beverage equipment, architectural components, aircraft structurals and cowlings, railroad-car and truck-trailer bodies, nuclear power plants, photographic equipment, jewelry, and cookware.
Steel Technology
Steel technology accounts for one of the largest and most significant segments of the Archive. It consists of 1,181 document files, containing information and data on a broad array of technology-related subjects within the following major categories: blast furnaces, blast-furnace alternatives, basic-oxygen (BOF) steelmaking, cokemaking, continuous casting, direct reduction, electric furnaces, electrification, ladle metallurgy, open-hearth steelmaking, other steelmaking, overview, refractories, and rolling and processing. Additional information and data on steel technology is provided in the Archive’s books, references, and the yearbooks, proceedings, and transactions of such steel-industry organizations as the American Institute of Mining and Metallurgical Engineers (AIME), AISI, the Association of Iron and Steel Engineers (AISE), and IISI.
Among books and references affording general treatment of steel technology are Father Hogan’s five-volume economic history of the U.S. steel industry; various editions of United States Steel Corporation’s Making, Shaping and Treating of Steel; Iron Age’s 100 Years of Metalworking; C.D. King’s Seventy-five Years of Progress in Iron and Steel; Bradley Stoughton’s The Metallurgy of Iron and Steel ; Ferrous Production Metallurgy by A.T. Peters; The Manufacture of Iron and Steel by Harry Huse Campbell; a book with the same title by D.J.O. Brandt; The Physical Chemistry of Steel Making by C.H. Herty, Jr.; Steelmaking by C. Moore and R.I. Marshall; Technological and Economic Trends in the Steel Industries by B. Wilshire, D. Homer, and N.L. Cooke; and Metallurgical Processes for the Year 2000 and Beyond, edited by H.Y. Sohn and E.S. Geskin. The document files, books, and references treating more specific categories of steel technology are described below.
Blast Furnaces
The document files relating to blast-furnace technology contain the following information: flow chart and description of the blast-furnace process, operating and design data for U.S. blast furnaces, U.S. sinter-plant operations, lists of blast furnaces, comparative furnace practice, mathematical blast-furnace and hot-blast-stove models, measures to increase iron output and conserve energy, fuel injection and coke rates, fuel rates, pulverized-coal injection (PCI), natural-gas injection, oxygen enrichment, oxy-coal injection, use of oxygen and steam, reformed-gas injection, oil displacement, high-blast temperatures, internal and external combustion chambers, wind rates, blast-furnace top design, hot-metal superheating, charcoal furnaces, mini furnaces, cogeneration with furnace gas, furnace construction and rebuilding, raw materials, tailored furnace burdens, iron-ore selection, dolomite-fluxed pellets, coal washing and furnace productivity, coal savings, slag granulation, raw-materials inventory by airplane, history of ironmaking in the Ohio Valley and Pennsylvania, ironmaking in South America, blast furnace vs. direct reduction and other alternatives, and economic survival of the blast furnace.
Among the Archive’s books and references specifically treating the blast furnace are Productivity in the Blast-Furnace and Open-Hearth Segment’s of the Steel Industry by Father Hogan ; Blast Furnace Technology: Science and Practice by Julian Szekely ; Steel Plant Design, Blast Furnaces by the Carnegie-Illinois Steel Corporation; and Directory of Blast Furnaces of the World, prepared in 1975 by Koppers Company, Incorporated.
Analysis: More than 500 years have elapsed since the primitive forerunners of today’s modern blast furnaces were first used to smelt iron ore in obtaining liquid iron. Today, essentially the same metallurgical process remains the world steel industry’s workhorse, its remarkable longevity insured by constantly evolving process and practice improvements that continue to make the blast furnace an ever more productive and fuel efficient method for satisfying the industry’s growing hot-metal needs.
The blast furnace, essentially a giant vertical shaft, made of steel and lined with refractory brick, is filled or charged from the top with three principal materials, iron ore, coke, and limestone. Representing the furnace burden, the materials are met as they descend by a rising volume of preheated gas from combusting the coke with air, which is blown in under pressure through a series of openings, called tuyeres, toward the base of the shaft. Once lighted, most of today’s blast furnaces operate continuously for a decade or more, before their removal from service to replace their refractory linings.
Coke provides the fuel for smelting the ore, the carbon-rich gas to reduce the ore’s oxide content, and the supporting structure that keeps the furnace burden permeable and free moving. The limestone, a fluxing agent, combines in a liquid state with other unwanted elements in the ore, including silica, alumina, and manganese, as well as with sulfur and ash from the coke, allowing most of these to be removed as a molten mass lighter than iron, called slag. At intervals in the smelting process, the slag is drawn off through the furnace’s cinder notch, an opening just below the tuyeres and a short distance above the tap hole at the bottom of the furnace, where relatively pure molten iron containing some 4% carbon is “tapped” from the furnace.
During the twentieth century, when the world’s annual output of blast-furnace iron increased from some 40 million to 577 million tons, the staying power of the blast furnace stood in marked contrast to the recurring shifts in steel melting and refining technology, which saw steel producers establish and maintain greater flexibility in using increased quantities of ferrous scrap and other ironbearing metallics. In 1900, mostly Bessemer steel was refined almost exclusively from blast-furnace iron, resulting in a hot metal to crude steel ratio of approximately 1100 kg/t on a worldwide basis. During the next 40 years, as the Bessemer gave way primarily to the scrap friendly open-hearth process, the ratio declined to some 700 kg/t, and it then remained at or about that same level through the end of the century.

Notably, during six decades, regardless of fluctuations in world steel activity, and despite additional, major shifts in steelmaking technology from the open-hearth to the basic-oxygen (BOF) and electric-arc furnaces, the world steel industry’s use of blast-furnace hot metal maintained a largely stable relationship to its crude steel output. Within individual countries, depending on the process mix and practices employed to produce steel, the relative use of hot metal frequently varied from the 700 kg/t worldwide norm, with the steel industries of Japan and Brazil among those usually consuming more, and those in the United States , Korea , and the European Union consuming less.
The ability of the blast furnace to remain the world’s preeminent iron producer for so many years can be attributed to steady gains in output and efficiency, which are exemplified by long-term improvements in the worldwide coke rate. Back in 1900, the world’s blast furnaces consumed, on average, somewhat more than one ton of coke to smelt one ton of iron, high by today’s standards, but down from about 1.5 tons twenty years earlier. By 2000, less than half a ton was needed, lowering the worldwide coke rate to 459 kg/t, with larger, more modern furnaces using above average amounts of supplemental fuel achieving coke rates of 300 kg/t and lower. Worldwide, blast-furnace coke consumption was the same in 2000 as it was 25 years earlier (265 million tons), but blast-furnace iron production was 85 million tons higher. Time and again, the evolution of blast-furnace technology has yielded benefits usually exceeding expectations, and particularly since the 1960’s, has disproved recurring predictions that a substantial share of the world’s iron would soon be made by direct reduction or some alternative smelting process.
This evolution of the blast-furnace process has encompassed: 1) improvements in the furnace, itself, such as substantial increases in furnace size, improved materials handling and burden distribution, higher hot-blast temperatures with humidity control, higher top-gas pressures, higher wind or blowing rates with oxygen enrichment of the air blast, advances in refractories permitting longer furnace campaigns, and computerized operation and process monitoring; 2) improvements in furnace-charge metallics, including the use of beneficiated ores, self-fluxing agglomerates, scrap, and even direct-reduced iron (DRI); 3) the use of metallurgical coke with superior chemical and physical characteristics; and 4) the injection of supplemental fuels, including fuel oil, natural gas, coke-oven gas, tar, pitch, and pulverized coal (PCI).
Despite the success of improvements such as these in reinventing the blast furnace, the world steel industry’s relative use of blast-furnace hot metal faces an uncertain long-term future, due mainly to environmental constraints that will increasingly affect the availability and cost of coke, without which the blast furnace cannot operate. There is still room to push the world coke rate significantly lower, although doing so will become increasingly costly, and because coke, in addition to serving as a fuel and reductant, also supports the blast-furnace burden, there are limits to cutting coke rates, which are already being tested by a growing number of individual blast furnaces.
Blast-Furnace Alternatives
Among the subjects treated in the document files on blast-furnace alternatives are the following: a survey of alternative smelting processes, their investment and manufacturing costs, forecasts of their potential use, COREX process (its use with cogeneration, other off-gas applications, its link to DRI production, its comparison to the blast furnace, C-3000 units, at Jindal Steel, at HANBO, and at POSCO), CPICOR process, cupola smelting, DIOS process, direct ironmaking processes, electric-furnace smelting, ELRED process, FASTMELT process, FINEX process at POSCO, HIsmelt process, Inred process (status report, investment and operating costs), Iron Dynamics process, Jordan process, KR process, its testing at United States Steel, LB-furnace smelting, OxiCup process, Proler reduction processes, REDOX process, REDSMELT process, reduction using magnetic fields, ROMELT process, SKF-Plasmasmelt process, and smelting reduction processes in Sweden.
Analysis: Recognition of the potential economic and environmental advantages to be gained by circumventing the blast furnace’s dependency on coke has given rise to considerable activity aimed at developing coke-free smelting alternatives for producing molten iron of comparable quality. Research and development work of note has been underway since the 1970’s, with the most significant projects to date having been pursued in Germany, Austria, Korea, Australia, Japan, the United States, Russia, and India, all seeking ways to replace the blast furnace.
The COREX process, thus far the only coke-free alternative to have achieved significant commercial status, was developed in Germany by Korf Engineering as the KR process, standing for “kohle reduction” or coal reduction. Korf completed a pilot plant at Kehl-Rhein in 1981, and molten iron was produced from a variety of lump iron ores and pellets using different coals, from high-volatile bituminous to anthracite. The KR process thereafter was acquired by Austria ’s Voest-Alpine, was renamed COREX, and was scaled up to commercial proportions.
In 1985, South Africa ’s Iscor Limited decided to install the first commercial plant to supplement the blast-furnace output at its Pretoria steel plant. Started up in 1988, the COREX unit had a 300-thousand-annual-ton iron capacity. Commercial COREX plants (C-2000 units producing 700 thousand or more tons) have since been started up at the POSCO plant in Pohang, Korea in 1995; at Jindal Vijayanagar Steel Limited in India, where the first integrated steel plant based exclusively on hot metal from two C-2000 units went into operation in 1997-98; and at Saldanha Steel Limited in South Africa in 1998-99.
About 45% of the energy input in the COREX process is used to make iron, with the balance yielding a considerable volume of export gas that must be used apart from the process, itself, either as fuel gas for the steel plant, in a power plant to generate electricity, or to produce DRI. For this reason, most ongoing research and development projects on coal-based smelting seek to develop “direct” technologies with efficient combustion and heat transfer that advances the process, itself. Also departing from COREX, a number of projects also seek to use iron-ore fines instead of more costly lump ore, pellets, or sinter.

POSCO started to address in-process heat transfer and fine-ore compatibility in 1990, when it formed the “New Project 1 R&D Team,” spearheaded by its affiliate the Research Institute of Industrial Science and Technology (RIST). In 1992, the team and Voest-Alpine started to investigate a modification of COREX known as the FINEX process. The development of FINEX was supported by the Korean steel industry through its Korea New Steel Technology Research Association, with POSCO having a lead role and using its COREX plant as a commercial research laboratory to test the feasibility of using fine ores.
In the FINEX process, fine ore is reduced to 80-90% metallic iron in a series of fluidized beds, and the remaining iron oxides are reduced, carburized, and liquified with the formation of a slag in a melter-gasifier, which is analogous to that employed in the COREX process. As coal is gasified with oxygen in the melter-gasifier, the resulting reduction gases are supplied to the fluidized-bed system, with the remaining gas being similar in quality to that from COREX.
In February 1998, POSCO and RIST initiated work at Pohang on a FINEX pilot plant with a daily capacity of 150 tons. The plant went into operation in July 1999, and based on its performance, POSCO in December 2000 started construction of a FINEX demonstration plant to produce 600 thousand tons of molten iron annually. Completed and placed in operation in June 2003, the plant successfully demonstrated process and facility reliability over the following year, leading to a decision by POSCO to build a large-scale commercial plant.
In August 2004, ground was broken at Pohang for a commercial, US$1.1-billion FINEX plant with an expected annual capacity of 1.5 million tons. Compared to a new blast-furnace complex of the same scale, complete with coke ovens and sintering facilities, POSCO anticipates that its FINEX plant will cost 8% less to build, will deliver molten iron at a 17% savings in production costs, and will drastically reduce the usual emissions that result from the blast-furnace process.
Another direct-smelting alternative, the HIsmelt process, after undergoing more than 20 years of development and testing at multiple pilot plants, is approaching commercialization at Kwinana , Western Australia . HIsmelt employs a converter-like vessel with water-cooled sidewalls and a series of inlets around its lower perimeter through which downward-angled lances inject iron-ore fines, coal fines, and powdered lime. The materials are injected at high velocity directly into a molten bath (1450 deg C), which releases smelting gases that are burned above the bath by hot, oxygen-enriched air (1200 deg C), delivered by a hot-blast stove system and blown through a top-mounted lance. A mixture of metal and slag droplets and splashes erupts from the bath into the top space within the vessel and carries heat back to the bath to sustain the process. Upon injection, the ore, coal, and flux achieve significant penetration into the bath, leading to the dissolution of carbon into the metal and smelting reduction of the iron ore.
HIsmelt originated in Germany in 1982, when Klockner and Australia’s CRA Ltd. tested smelting reduction in a 60-ton, oxygen-steel converter and then built a small-scale pilot plant at Maxhutte Steelworks in southern Germany, where trials were conducted from 1984 to 1990. In November 1993, CRA and U.S.-based Midrex Corporation commissioned a research and development facility at Kwinana to scale up the process and use ore fines from Australia ’s Pilbara region. A 2.7-meter vertical smelter was built and commissioned in 1996-97, the results achieved in two years of operation eventually leading to a joint-venture agreement to install a commercial plant.
Construction of the plant commenced at Kwinana in January 2003, the project being pursued as a joint venture with four international partners: Australia ’s Rio Tinto, Ltd., which owns HIsmelt Corporation Pty. Ltd. and has a 60% share in the project; Nucor Corporation of the United States (25%); Japan ’s Mitsubishi Corporation (10%); and the Shougang Group of China (5%). The commercial joint-venture plant will employ a 6-meter diameter vessel and have an annual capacity to produce 820 thousand tons of hot metal, which will be cast into pigs of 4 to 6 kg. The plant is scheduled for completion by the end of 2004.
Among other blast-furnace alternatives, the ROMELT process currently produces molten iron, albeit on an experimental basis, at a plant in India . A single-stage process without pre-reduction, ROMELT uses non-coking coal to smelt a variety of ironbearing materials, including ore fines and waste oxides, in a horizontal furnace with both bottom and upper tuyeres, the former used to blow oxygen-enriched air to agitate and heat a swirling bath of molten slag in which reduction occurs, and the latter to blow pure oxygen to produce post-combustion heat.
ROMELT was developed in Russia by the Moscow Institute of Steel and Alloys and has been installed at an experimental facility in the state of Chattisgarh , India . Built by the National Mineral Development Corporation Ltd., the plant has a capacity of 300 thousand annual tons, and the company is working to scale up the process to the 1.5-million-ton level.
Two additional alternative-smelting projects of significance have been pursued in Japan and the United States , namely the DIOS Project and the AISI Direct Steelmaking Program. In both cases, considerable research and development was carried out over a number of years starting in 1988 and 1989, and although important progress was made in establishing process fundamentals, the projects essentially were concluded once pilot-plant trials had been completed.
BOF Steelmaking
Included in the document files on BOF (basic-oxygen) or LD-process steelmaking is information on its history, the patents covering the process, its physical chemistry, its worldwide growth and development, world capacity by countries, the controversy surrounding its early use, its diffusion in the United States and Japan, its application in steel foundries, LD and LD-AC comparisons with other processes, AISI operating data for BOF facilities in the United States during selected years from 1959 to 2000, and descriptions of BOF steel operations at Alan Wood Steel Company, the Aliquippa plant of Jones & Laughlin Steel Corporation, the Bethlehem plant of Bethlehem Steel Corporation, Ford Motor Company, and Pittsburgh Steel Company. The files provide capacity and other information compiled by noted LD historian, Joseph K. Stone, and the Archive’s book collection contains Oxygen Steelmaking from the Association of Iron and Steel Engineers (AISE).
Analysis: The basic-oxygen furnace (BOF) for steel production unquestionably was one of the leading technological breakthroughs in the steel industry during the twentieth century. Upon its introduction in the 1950’s, the new method revolutionized integrated steel operations by cutting the time required from an average of 9-10 hours in then normal open-hearth steel production to some 45 minutes, and it appreciably reduced investment and operating costs as well.
Basic-oxygen steelmaking was developed in Austria after World War II by two companies, Voest, located in Linz , and Alpine-Montan in Donawitz, accounting for the process designation LD. The two companies commercialized the process in 1952, and it since has been adopted throughout the world and has come to be commonly designated the basic-oxygen furnace or BOF process.
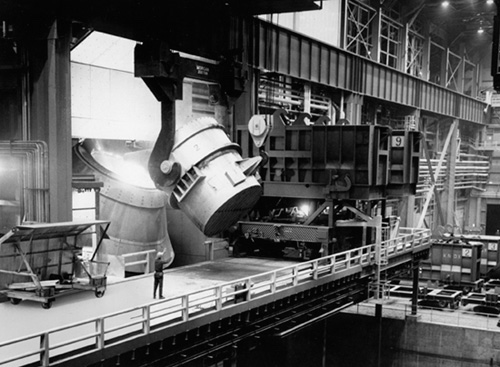
In the BOF process, an open-topped, pear-shaped converter is tilted on side-mounted trunnions to receive a charge of scrap and hot metal, before being returned to an upright position. Next, a top-mounted oxygen lance is lowered into the converter to within some six feet of the charge, and about 45 cubic meters of pure oxygen is blown in for each ton of steel produced. Once the lance is withdrawn, the converter is again tilted to pour the heat of molten steel into a ladle. Among various process modifications have been the LDAC, which injects lime along with oxygen to refine high-phosphorous iron; the LWS, Q-BOP, and OBM, in which oxygen is blown through the bottom of the converter; and KMS, which employs both top and bottom blowing.

The first BOF converters produced less than 70 tons per heat, which initially limited the technology’s adoption within large, multi-million-ton plants. However, the process was rapidly scaled up, and by the early 1960’s was capable of producing more than 290 tons per heat. Adoption of the BOF thereafter was made possible by the steady availability of commercially pure oxygen at suitable costs, its displacement of the open-hearth coinciding with and being accelerated by the introduction of another breakthrough technology, continuous casting.
The continuous slab casters that integrated mills installed required the delivery of liquid steel at much shorter cycle times than the much slower open-hearth could attain, and so the BOF and continuous casting complemented one another in making the entire process of producing semifinished steel much more efficient and continuous. In so doing, the BOF share of world crude steel output increased from less than 10% in 1960 to 60% at the end of the twentieth century.
Cokemaking
An extensive collection of document files on cokemaking provides information on the following coke and coke-related subjects: U.S. coke overview (1949-91), U.S. coke industry history and historical coke-oven data, U.S. coke facility analyses, U.S. beehive and byproduct coke (1909-62), U.S. coke capacity in selected years (1960-99), U.S. captive and merchant coke plants, U.S. coke-oven shutdowns (1980-85), U.S. coke production (1906-99), U.S. coke-market trends and outlook, U.S. coke import statistics, U.S. coke-supply deficit, U.S. coke-quality analysis, North American cokemaking, western world coke capacity and production (1983-92), world coke market, world production and capacity, world coke plants in 1992, cokemaking in selected countries and regions (Canada, China, Europe, and Japan), formcoke technology, Ancit formed coke process, DKS formed coke process, FMC coke production vs. byproduct ovens, Inland Steel formcoke project, history of nonrecovery cokemaking, Jewell-Thompson nonrecovery ovens at Sun Coke, Inland Steel nonrecovery coke project, Thyssen Still Otto PACTI coke ovens, and nonrecovery foundry coke.
The files also contain information on: coke-oven environmental requirements, Clean Air Act Amendments of 1990, Clean Air Act Revised Track Selections, pollution control in Germany vs. other countries, pushing-emmission control, Koppers side-emmission control, changes in cokemaking in 1896, cost per ton of coke in 1892, continuous coking, metallurgical coal fluidity, coal selection, use of non-coking coals, coke quality and blast-furnace performance, international coke rates, coke-rate reduction, tall coke ovens, foundry coke, coke byproducts (1912-22), coke and the tar industry, dry coke quenching, life of coke ovens, coke-oven repair, coke costs, briquette-blend coking, Clairton coke qualities, Connellsville coke, Elk River Resources profile, Fairmont Energy coke plant, H.C. Frick Coke Company, Jewell Coal and Coke Company profile, Keystone Coke Company, Klockner-RAG coke agreement, LTV/Pittsburgh coke plant closing, Mitsubishi coke, New Boston Coke Corporation, and Pennsylvania Coke Technology, Inc.
The files contain papers and publications on coke and cokemaking from many sources, including AISI, IISI, Fordham’s IERI, Carl Still, Gerd Nashan, and Eugene T. Sheridan of the U.S. Bureau of Mines. Other information on coke is contained in the Archive’s following books and references: Carnegie-Illinois Steel Corporation’s Coke and Coal Chemical Plants; Koppers Company’s Directory of By-Product Coke Plants of the Western Hemisphere and Koppers-Becker Coke Ovens, 1893-1943; Report to the AISI Committee on Technology, Alternative Cokemaking Technologies; and Analysis of the U.S. Metallurgical Coke Industry, a U.S. Department of Commerce study by Father Hogan and Frank T. Koelble.
Analysis: Coke is produced by heating selected metallurgical coals in coke ovens at high temperatures to drive off volatile hydrocarbons and obtain a hard, porous material, high in fixed carbon (about 90%) and preferably low in ash and sulfur. These properties are required to efficiently operate blast furnaces at integrated steel plants and cupola furnaces at foundries that manufacture iron castings
Considering that coke is an essential input for blast-furnace operations and that the blast furnace will continue to support a substantial, if not a major portion of world steel output for at least the next two decades, assured and economic supplies of coke will continue to be of critical importance to the steel industry’s integrated companies. However, as the 2003-04 run-up in world coke prices demonstrated, the availability and cost of their coke will continue to be impacted by increasingly restrictive environmental and public-health standards and related additional losses from an aging base of world coke-oven capacity.
Faced with this outlook, integrated steel companies will have to decide whether to: 1) continue closing coke plants and become increasingly dependent on outside coke purchases, which may or may not be reliable; 2) initiate or increase pulverized coal injection (PCI) or the use of natural gas and other supplemental fuels to displace a greater portion of their current coke needs; 3) make large capital investments, either independently or on a joint-venture basis, to rebuild or replace existing coke-oven batteries; 4) make equal or larger investments in new blast-furnace alternatives that smelt iron with coal instead of coke; 5) abandon all or a portion of their integrated iron and steel operations in favor of electric-furnace steel production; or 6) cede an increasing share of the steel market, particularly its flat-rolled segment, to their minimill competitors.

The beehive process, the world’s dominant cokemaking method at the start of the last century, is now moving closer to extinction, particularly since China has decided to shut down its so-called “antique” beehive ovens. All but a small portion of the world’s coke is now produced in byproduct ovens, which unlike the beehives, recover the volatiles evolved in the carbonization process. Introduced shortly before 1900, the first byproduct ovens were some 20 times more costly to build. Over time, however, it became widely recognized that they produced higher quality metallurgical coke, afforded higher yields of coke from coal, and required less coking time and manual labor. They also provided for the recovery of usable gas and salable byproducts, including benzene, sulfur, ammonia, naphtha, tar, and pitch. By the 1920’s, these many advantages had seen the byproduct process become the world’s leading way to make coke.
Beehive ovens are refractory-lined kilns, domed or beehive-like in structure, and often built into the side of a hill or embankment in the vicinity of a coalmine. Typically just under 4m in diameter at the base and nearly 3m high, the ovens are usually linked to form batteries, each oven being charged from the top with up to 13.5 tons of coal. Heat from the previous charge initiates the coking process, during which the coal is heated and carbonized in the presence of a controlled amount of air, with the resulting gases and volatiles being vented through the charging hole. Coking times commonly range from 48 to 72 hours.

Byproduct cokemaking is a distillation process using slot-shaped, retort ovens, which in a number of recently installed coke plants are 6m high, 15m long, and some 45cm wide. The process is most often installed within steel plants and incorporates a battery of ovens and a heating and regenerating system. Coal is charged through the top of each oven and is heated and carbonized during 13-18 hours in the absence of air at temperatures averaging 1200 deg. C (foundry coke requires up to a 30-hour coking time at about 980 deg. C). The red-hot coke is pushed out of one end of the oven (the coke side) by means of a mechanical ram acting from the other end (the pusher side). As the coal is being coked, refractory lined doors completely seal the ends of each oven, and the volatiles pass through top openings to a cooling apparatus for byproduct recovery.
Nonrecovery coke-oven technology has emerged as a viable alternative to the byproduct approach for producing coke in an environmentally compatible way. The U.S. Environmental Protection Agency (EPA) has designated the nonrecovery coke ovens of Sun Coal and Coke Company as representing the maximum achievable control technology (MACT) under the Clean Air Act. Operating the ovens under negative pressure attains compliance with a zero-door-leak standard, and because the volatiles from carbonization are completely combusted and not recovered as byproducts, potential environmental problems related to byproduct recovery are likewise avoided. A portion of the energy from combustion is used in closed-loop fashion to sustain the coking process, and the balance is capable of being used to co-generate salable steam and electricity.
Nonrecovery technologies with the most commercial operating experience include Sun Coal’s and another developed by Pennsylvania Coke Technology and licensed to Thyssen Still Otto, the German coke-plant builder. Sun Coal uses Jewell-Thompson heat-recovery ovens, which have undergone 40 years of operational development and commercial use at Jewell Coal and Coke Company in Vansant , Virginia . Since 1998, 248 of the ovens have been in commercial use at Ispat Inland, Inc., producing more than one million annual tons of blast-furnace coke and some 90MW of electricity from a co-generation plant built and operated by Primary Energy. The Thyssen Still Otto/PACTI process has been tested since 1997 at a full-scale, two-oven plant in Nueva Rosita , Mexico , and 142 similar ovens are operated commercially at New South Wales , Australia to produce some 225 thousand tons of coke annually.
Other nonrecovery-type coke ovens of proprietary design are located at Amona, Goa in India , where the Sesa Kembla Coke Co. Ltd. operates an 84-oven coke battery producing 280 thousand annual tons, and in China , where Shanxi Sanjia Coal-Chemistry Co. Ltd. of Jiexiu , Shanxi has developed another design, SJ-96.
Continuous Casting
The document files on the continuous casting of steel provide information on the following subjects: the continuous-casting process, its yield and energy savings, its economic benefits in terms of costs and efficiency, surveys of process developments, world continuous-casting installations, U.S. installations and operating data, continuous vs. pressure casting, heat flow in continuous casting, instrumentation and controls for casters, tundish temperature control, semi-horizontal casters, curved-mold casters, casting of spring steels, cast steel for seamless pipe, billet and bloom casting, casters for market mills, slab casting (economic importance, engineering and metallurgy, caster design and operation), thin-slab casting (status and outlook, leading concepts, caster database), thin-slab processes ( CSP, CONROLL, ECCO-Platzer, ISP/Arvedi, Launer Block, Mannesmann Demag, SMS, Tippins/Samsung, and ROCAST), ISP at POSCO, twin-roll strip casting, CASTRIP for micro-mills, Concast AG profile, Irving Rossi process pioneer, and the continuous-casting operations at Appleby-Frodingham, Armco/Mansfield, AVESTA Sheffield, IPSCO, Laclede, McLouth, Roanoke, Republic/Canton, U.S. Steel/Gary, Weirton, Wisconsin, and Yawata Steel. In addition, the Archive’s book and reference collection includes Continuous Casting by D.L. McBride and T.E. Dancy, and the World Survey of Continuous Casting Machines from the Concast Documentation Center .

Analysis: Continuous casting, as the name implies, continuously turns molten steel into solid shapes for further rolling and processing. Like BOF steelmaking, continuous casting represents a genuine technological breakthrough, the two advances, which emerged in the 1950’s, having since combined to transform the refining and shaping of steel from a much slower, batch-type operation into one that is faster and much more efficient.
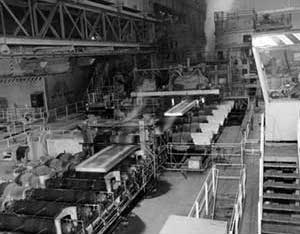
In continuous casting, molten steel is transferred from a bottom-pour ladle into the casting machine’s tundish, a reservoir and buffer sized to maintain a steady flow of steel into the machine’s casting mold, while providing adequate time for ladle exchanges with the steelmaking shop. As the molten steel descends through the water-cooled, oscillating copper mold, a solidified shell forms against the mold wall and contains the still-liquid center of the developing strand. Engaged by a series of withdrawal rolls, the strand emerges from the mold at a controlled, steady rate, and cooled with air and water, it totally solidifies prior to being cut into the required lengths of semifinished steel.
Shaping steel continuously eliminates the many production steps required by ingot casting, which in 1975 still was processing 86% of all the world’s steel. With continuous casting there is no longer the need to pour the molten steel into ingot molds, wait for the steel to adequately solidify, strip the molds from the cast ingots, place the partially cooled ingots in soaking pits to develop an even rolling temperature, and finally, roll the reheated ingots on a primary rolling mill to obtain the desired semifinished shapes. Without the fore-and-aft cropping losses incurred in rolling ingots, continuous casting results in significant yield savings (11-13% from molten steel to semifinished shape), and by avoiding ingot cooling and soaking-pit reheating, significant energy savings are also realized (some 600 thousand BTU’s per ton).
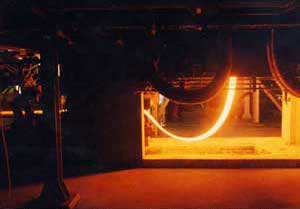
Continuous casting required some 100 years to move from concept to reality. Sir Henry Bessemer had conceptualized the technology in 1858, and following a lengthy and difficult development, which started to make significant progress in the 1930’s, the process eventually gained limited commercial status in the late 1950’s. Its first real success came in the 1960’s in commercially casting billets and blooms, which helped spur the minimill approach to steel production.
By contrast, the casting of large slabs, the semifinished shape representing most of the steel produced by integrated mills, initially was beset with many difficulties that awaited additional operating experience and process refinement. In 1971, the Oita Works of Nippon Steel Corporation became the first integrated plant solely based on wide-slab casting without any primary-rolling backup. Thereafter, continuous casting started to gain more general acceptance, and by 2000 was used to process 90% of the world’s total steel output.
Nucor Corporation’s 1989 thin-slab-casting breakthrough increased the cost-saving potential of continuous casting by advancing the state of the art in forming molten steel nearer to net shape, which further reduced rolling requirements. More recently, Nucor, POSCO, and a European consortium have been pursuing programs aimed at the near-net-shape casting of steel strip, an objective with added potential to unlock major continuous-casting benefits.
Direct Reduction
The Archive’s document files on direct reduction contain one of the most comprehensive collections of information ever assembled on this solid-state method of making iron. Regarding direct reduction, itself, the contents encompass the following topics: physical chemistry, process alternatives, history and status, potential growth and outlook, economics, use of coal vs. gas, use of coal gasification, iron-ore pellets and other raw-material needs, use of ores from Latin America, recycling waste oxides, environmental aspects and guidelines, location at iron-ore mines, use in Minnesota, use in developing nations and Latin America, potential and limitations in the United States, comparison to the blast furnace, potential for floating plants, rotary-kiln processes, plasma technology, an interview with Dr. Willy Korf on direct reduction, and world plant lists for 1952-82, 1973-74, and 1991.
Information is provided on the following direct-reduction processes: ACCAR, ARMCO, BULLS, CAP/Powder Metallurgy, DRC/Hockin, FASTMET, FIOR and FINMET, FLUFER, HYL and HYL III, INMETCO, Iron Carbide, Kinglor Metor, Krupp/Codir, LS-Rior, MIDREX, Midrex EDR, MTU Cold-Bond Pellets, Nippon Steel DR, PelleTech, PUROFER, R-N Direct Iron, Salem DR, SL/RN, Strategic-Udy, and THAGARD HTFW.
The files describe direct-reduction operations at the following companies, plants, and locations: Acos Finos Piratini S.A.; Armco/Houston; British Steel/Hunterston; Dalmine Siderca; Dampier, Australia; Dunswart Iron and Steel Works, Ltd.; Falconbridge/Ontario; FIOR/Venezuela; Gilmore Steel; Hamburger Stahlwerke GmbH; HYL/Puebla; INMETCO/Elwood City; Iron Carbide/Trinidad and Tobago; Krupp/Codir in South Africa; Korf/Georgetown Ferreduction; MIDREX at ACINDAR, QUASCO, and in Latin America; Mukand Iron & Steel Works Ltd.; Norddeutsche Ferrowerke GmbH; SCAW Metals Ltd.; and SL/RN at ISCOR, Falconbridge, and New Zealand Steel Ltd.
Regarding the output from direct reduction, namely direct-reduced iron or DRI, the following subjects are covered: projected demand, supply and demand outlook in 1980, world DRI statistics for 1970-2000, output by plant and process, its importation, impact of its use on scrap and iron-ore demand, role in reducing coke consumption, substitution for scrap, storage and handling of DRI, its transportation, stockpiling to store energy, and its various end uses (in blast furnaces, BOF/LD converters, electric furnaces, UHP electrics, those used in flat-rolled steel production, open-hearths, large-scale integrated plants, and in steelmaking generally).
Of particular note, the direct-reduction files contain New Technologies in Iron Ore Processing by Battelle-Institute E.V.; Environmental Aspects of and Guidelines for DR Route to Steelmaking by the U.N. Environment Programme (Hogan, W.T. and Koelble, F.T., Fordham University, participants); 1974-2001 collection of Direct from Midrex, the Midrex newsletter; and also from Midrex, World Direct Reduction Statistics, from 1970-2000. In the book and reference collection are Direct Reduced Iron: Technology and Economics of Production and Use, edited by Robert L. Stephenson and Ralph M. Smailer; and Direct Reduction as an Ironmaking Alternative in the United States, a study for the U.S. Department of Commerce and Lehigh University by Father Hogan and Frank T. Koelble.
Analysis: Direct reduction refers to any process for removing the oxygen in iron ore (about 30% of its content by weight) by reducing the ore below its melting point to obtain a porous, metallic iron called DRI. Compared to blast-furnace iron, most DRI is significantly lower in carbon (2% C max.) and generally contains 6% or more of unreduced or partially reduced iron oxides and non-ironbearing substances or gangue. Originally called sponge iron, the name change to DRI was appropriate, for although sponge iron is also produced by solid-state reduction, it is a coherent, porous mass of substantially pure iron (more than 98.5% Fe), used principally as a source of metallics for powder metallurgy. The DRI used for steelmaking is a notably different metallic product.
The difference between DRI and ferrous scrap must also be emphasized, since DRI is sometimes referred to inaccurately as synthetic or manufactured scrap. Because scrap has passed through a molten state, it does not have the unreduced iron oxides and gangue that DRI has. However, DRI is more uniform in composition, of known analysis, and virtually free of scrap’s residual alloys or tramp elements, some of which are not removed in the steelmaking process and thereby limit scrap’s application in refining a variety of steel grades.
In DRI production, the reducing agents or sources of reducing gas that drive off the iron ore’s oxygen content in the form of water vapor and carbon dioxide include synthesis-gas mixtures in gas-based direct-reduction processes and heated coal in coal-based processes. In the former, the reducing gas is most often obtained by the steam reforming or partial oxidation of natural gas and is then passed through an ore-filled vessel. In the latter, single or multiple process units are used to achieve coal gasification, gas desulfurization, and iron-ore reduction. In both cases, medium-BTU gas containing carbon monoxide and hydrogen reacts with the iron oxide and converts it to DRI.
Although direct reduction is widely regarded as a newer technology, it actually predates the blast furnace, with simple hearth or shaft arrangements having been used in primitive times to interact iron ore, carbon from charcoal, and oxygen from a natural draft to obtain a pasty raw iron for hammering into various shapes. In the 1800’s, hundreds of process designs and techniques were devised and promoted without notable acceptance, and not until the 1950s were the first commercial plants constructed. Since then, only 25 or so processes have developed beyond the pilot-plant stage, and today, only a handful account for nearly all of the DRI produced.

World DRI output, which was less than one million annual tons in 1970, has now reached the 50-million-ton level. Gas-based processes account for some 90% of the total and coal-based processes for the remaining 10%. Among the former, the MIDREX process produces some 65% of the total, HYL and HYLIII about 20%, and FIOR/Finmet just over 5%. By contrast, SL/RN, the leading coal-based process, accounts for just 3% of the total. In 2003, India led all other countries with a DRI output of 7.7 million tons, followed by Venezuela at 6.9 million, with Mexico and Iran tied for third, both producing 5.6 million tons.
One process approach with promise for increasing coal-based direct reduction, particularly where the availability and cost of natural gas have been inhibiting DRI output, involves the reduction in a rotary-hearth furnace of cold-bonded pellets containing a mixture of ore and coal fines to establish many reduction sites within each pellet. The rotary hearth permits these pellets to be processed without breaking apart, as they would from the tumbling action within a rotary kiln, and because the carbon and oxide elements are intimately contained within the pellets, oxide reduction occurs within minutes, compared to hours in other coal-based approaches for reducing conventional oxide pellets from the outside in by means of gas-to-solid diffusion.
The reduction of cold-bonded pellets in a rotary-hearth furnace has been performed commercially since 1978 by INMETCO at Ellwood City , Pennsylvania to process steel-plant wastes, and other versions of the technology have undergone testing by Midrex, Kobe Steel, and Steel Dynamics as the FASTMET, Iron Dynamics, and the ITmk3 processes. An ITmk3 demonstration plant was started up in northeastern Minnesota in May 2003 to test the reduction of taconite concentrates, and the plants iron output has been used successfully by Steel Dynamics at its Butler, Indiana electric-furnace shop.
Electric Furnaces
The document files on electric-arc steelmaking furnaces provide information on the following topics: history of process development, process descriptions and analyses, process efficiency and costs, process assessment through 2000 and future prospects, steel production data and forecasts, operating data for U.S. furnaces, electric furnaces vs. open-hearths, smelting iron in electric furnaces, product distribution of electric-furnace steel, ultra-high-power (UHP) furnaces, their operation and outlook, water cooling, DC furnaces, CONSTEEL process, Stelco/Lake Erie electric furnace, environmental standards, oxy-fuel burners and lances, retractable vs. fixed burners, North American furnace lists, furnace operations in Asia and Europe, arc-furnace electrodes, their manufacture and consumption, carbon and graphite used for electrodes, profile of the U.S. graphite industry, Union Carbide Corporation electrode business, role of Union Oil in the electrode and needle coke markets, Soderberg electrodes, and the Association of European Electrode Producers.
The files also contain biographical data and other information on electric-furnace innovators Vincent J. Nolan and William E. Schwabe. The book and reference collection contains Acheson Electrodes by Acheson Electrode Company, The Carbon Electrode and Electric Furnace Electrodes by National Carbon Company, Steel Melting Furnaces by Carnegie-Illinois Steel Corporation, and EAF Technology, State of the Art and its Future Evolution by the IISI Committee on Technology.
Analysis: The electric furnace is a tilting, refractory-lined shell, often with water-cooled sidewalls, a curved bottom, and a removable roof, which also may be water cooled and through which graphite electrodes are inserted, three electrodes in AC furnaces and one in DC furnaces. Once the electrodes are lifted and the roof pivoted aside, the furnace is top charged, in most cases with 100% recycled scrap, but at times with mostly scrap, supplemented by DRI or pig iron to serve as diluents. The charge also may be comprised mainly of DRI or even hot metal.
Once the roof is closed and the electrodes are reinserted, the melting process begins. Electric power, usually purchased from a utility company and turned into usable melting energy by a transformer (80MVA avg.), is conducted by the electrodes and discharged as a high-temperature arc (3500 deg. C max.) into the metallic charge, with oxy-fuel burners often used to speed the melting process. On average, the process consumes some 390kWh/ton of electricity and has a tap-to-tap time of about one hour. Upon completion of the melt, the furnace is tilted to transfer its molten steel (above 1600 deg. C) into a ladle.
In the period immediately after World War II, fundamental changes in technology significantly broadened the scope of electric-furnace steelmaking. Long used to produce small quantities of specialty-alloy and stainless steels, the electric furnace underwent a number of improvements that transformed it into a scrap-based, higher-volume producer of carbon steel. Furnace size was increased, ultra-high power was applied, and advances were made in furnace electrodes, electrode holders, furnace refractories, and top-charging techniques.
These changes made it possible for integrated steel plants to augment their steel capacities without having to provide additional hot-metal support, and they also lowered the investment threshold for entering the carbon-steel business on a smaller, non-integrated basis. This led to the founding of many electric-furnace-based steel companies, particularly in the 1960s, when new minimills started to link their electric furnaces to continuous casting.

By 1970, the minimill concept had been implemented in North America , Europe , and the Far East , and in the United States alone, the 25 post-war years had seen the installation of more than 150 electric furnaces, many capable of melting between 135 and 180 tons per heat. In 1970, Northwestern Steel and Wire Company, a leader in implementing electric-furnace technology, built the world’s largest furnace at Sterling , Illinois . Having a shell diameter of 9.75m, the furnace was capable of melting more than 360 tons per heat.
Between 1950 and 1970, world electric-furnace steel production increased more than fourfold, from 20 million to 88 million tons, increasing the electric-furnace share of the world’s total crude steel output from some 10-15%. Since 1970, despite periodic problems surrounding the availability and cost of purchased electricity and ferrous scrap, electric-furnace steel output has remained on a path of long-term growth, and the world’s electric furnaces now melt more than 300 million annual tons of steel, about one-third of all the steel produced.
Helping to drive this long-term growth have been continual improvements in process technology, such as off-gas utilization for scrap preheating, oxygen and fuel injection, water cooling, and direct-current melting to name a few. Among the results have been enhanced process efficiency, faster production, energy conservation, and lower electrode and refractory consumption.
Just in the 1990’s, according to IISI, worldwide furnace production rose from 61 to 94 tons/hour, average tap weights climbed from 86 to 110 tons, and oxygen usage rose from 809 to 1101scf/ton. At the same time, average tap-to-tap times declined from 105 to 70 minutes, and electricity requirements fell from 405 to 392kWh/ton. Underscoring the significance of this progress, 3-hour-plus tap-to-tap times were common as recently as 1970, and now some furnace operators are looking forward to producing 30-minute heats.
Electrification
The Archive’s files on electrification of the steel industry contain information primarily from the first third of the twentieth century, when some of the most significant historical advances in the field were made. The topics covered include: steel-industry electrification, at Bethlehem/Lackawanna in 1930, electrical power and equipment, electrical drives in 1929, electric vs. steam drives, drive motors for rolling mills, engine vs. motor drives for blooming mills, automatic DC motor starters, automatic control systems, early electric lighting, steel-mill lighting problems, electric induction roll heaters, Lane-Fox electric distribution systems, distributing transformers, General Electric motors and generators, and Westinghouse motors and regulators.
Analysis: The period 1900-1920 witnessed a remarkable revolution in a key aspect of steel technology, for during that relatively short time span, electricity rose from a nearly unused and controversial form of energy to become the dominant motive force in the manufacture of steel. By the early 1920’s, displacement of the reciprocating steam engine by the electric drive motor in U.S. steel mills was virtually complete, and steel had become the catalyst for electrification in other industries.
Events at Carnegie Steel Company prior to the turn of the century foretold what was to come. In 1882, electric-arc lighting was installed at Edgar Thomson Works. In 1891-92, DC motors were used to handle ingots at the plant’s blooming mill and were installed to operate cranes at the Homestead Works, where they also were used starting in 1893 to drive table rolls. The next advance of note occurred in 1905, when DC motors were purchased to drive the main rolls at Edgar Thomson’s rail mill, initiating a period in which the advantages of electrification were to become widely recognized.
Power costs proved to be about two-thirds those for comparable steam engines, and repair and maintenance costs about one-tenth. There were no standby losses or time lost waiting for boiler pressures to build. Engine torque was uniform over an entire revolution and could be more easily controlled. More efficient mill layouts were possible, improving worker safety and increasing both mill output and product quality.
The foremost impetus to electrification came in 1907-08 with the startup of United States Steel Corporation’s Gary Steelworks, the first major integrated steel plant to be designed and built around the concept of electrification. From initial reversing tests at the plant’s universal mill in 1907, motors were used on its blooming, slabbing, and billet mills, as well as on its sheared plate, universal skelp, structural, and sheet-bar mills. In 1908, motors with a combined 24 thousand horsepower were installed at the plant’s rail mill, helping to make Gary one of the most technologically advanced steel complexes of its time.
Between 1906 and 1916, the yearly installation of electrical horsepower at U.S. steel plants increased tenfold, from 48 thousand to 480 thousand. By 1920, many of the aims of electrification had been accomplished. Steel plants had greatly reduced much of the physical effort their operations once required. High-speed production had become a reality, and greater operating flexibility and mechanical reliability had been achieved.
Ladle Metallurgy
Information in the ladle-metallurgy files encompasses the following subjects: review of ladle-refining technologies, ladle-refining furnaces, ladle stopper-rod assembly, ladle temperature loss, vacuum degassing, RH process for circulating-flow degassing, and the SPAL ladle furnace and low-nitrogen steel production.

Analysis: Ladle Metallurgy is synonymous with a number of other terms in the steel-production lexicon, including ladle refining, ladle treatment, and secondary refining, all referring to a wide variety of steel-processing techniques from ladle and stream vacuum degassing, to wire and particle injection, to gas and induction stirring. Some ladle metallurgy systems employ heaters in what are known as ladle furnaces, which make it possible to separate the melting and refining phases of steel production and thereby more effectively coordinate primary melting in the BOF or electric furnaces, which are batch processes, and the continuous casting of semifinished shapes.
To facilitate the production of “clean” steel, ladle metallurgy desulfurizes, deoxidizes, removes inclusions, closely controls chemistry and temperature, and, with vacuum degassing, removes hydrogen and produces low-carbon steels. By providing batch-to-continuous coordination, ladle metallurgy has become indispensable in attaining the design throughputs of high-production continuous casters by helping to assure a steady supply of clean, consistently heated steel.
Ladle metallurgy boosts productivity in the BOF and electric furnaces by limiting their role primarily to melting, which augments the supply of refined steel for casting and extends the life of furnace linings. It also gives BOF operators added flexibility in selecting charge materials by permitting a greater proportion of scrap to be used, thereby alleviating the impact of coke or hot-metal shortages. Finally, ladle metallurgy makes more efficient use of expensive alloys, given the high rates of recovery and close chemical analyses it affords.
Open-Hearth Steelmaking
The document files on open-hearth steelmaking contain information on the following: process descriptions, operating data for U.S. furnaces in 1958-59, operating data for United States Steel Corporation furnaces in 1920-54, U.S. furnace performance and capacity in 1950, tap-to-tap times for stationary open-hearths in 1950-54, furnace design and practice in 1920-46, oxy-fuel burners and oxygen use in open-hearths, KORF submerged open-hearth blowing system, furnace roof data and roof life, open-hearth vs. electric furnace, economics vs. electric furnace for low-carbon steel, chrome and aluminous brick used in basic open-hearths, Carnegie-Illinois/South Works No. 4 open-hearth, Inland Steel No. 3 open-hearth, Siemens Brothers and the open-hearth process, and an obituary of Charles William Siemens. In the book and reference collection see Carnegie-Illinois Steel Corporation’s Steel Melting Furnaces.
Analysis: The open-hearth process , which is used to produce steel from virtually any combination of scrap and/or hot metal, is named for its elongated, saucer-shaped hearth or furnace floor on which the metallic charge rests and steel is made. A slow process that can take some 9-10 hours (less if oxygen is introduced), the open-hearth uses regeneration and reversal to develop and maintain melting temperatures by combusting a variety of fuels, including natural gas, coke-oven gas, fuel oil, or tar. The fuel is combusted with preheated air to pass a flame over the charge, heating both the charge and the refractory-lined furnace roof, which is relatively close to the hearth and radiates added heat into the charge. The hot gases from combustion are directed into one of two regenerative chambers comprised of heat-absorbing brick, arranged in a checker pattern, through which cold air is admitted for preheating to sustain the combustion process. The flame temperature is maintained or increased by periodically reversing the gas flow from one checker chamber to the other.
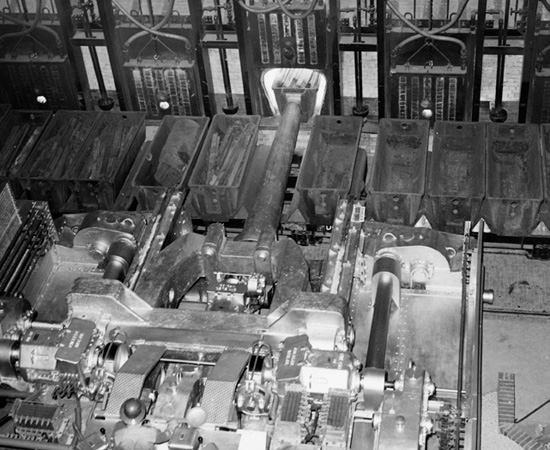

The open-hearth was first used to make steel in 1867 by process developer Sir Charles William Siemens. Some ten years earlier, the Bessemer converter had ushered in the modern steel age by melting enough steel to displace iron in the manufacture of rails. However, the Bessemer had a number of limitations. It could use a maximum scrap charge of only 10%, was ineffective at refining out phosphorus, and imparted nitrogen to its steel, which became brittle under cold working conditions. By 1910, the open-hearth, without these limitations, had replaced the Bessemer as the principal method for making steel.
Most of the steel produced in the twentieth century was melted in open-hearth furnaces, and as recently as 1960, the process still accounted for 72% of the world’s total steel output. However its share has since declined to less than 4%, and in all but a handful of countries, the BOF and electric furnaces have become the exclusive steelmaking methods. In 2003, the remaining exceptions were countries of the former Soviet Union , where Nikita Khrushchev once had mandated open-hearth investments and where the process still accounted for an output share of some 30%, and India , where its share was about 6%.
Other Steelmaking
The document files on steelmaking processes other than the BOF, electric-arc, and open-hearth furnaces, which previously have been described, include information on such subjects as: AISI-DOE direct steelmaking, AOD process for stainless steel, AOR or argon oxygen refining process, AVR process for melting stainless steel, advanced melting and refining of specialty steels, Bessemer furnaces (at Brown, Bayley & Dixon Steel Works in 1875, at Jones & Laughlin, process description, role of William Kelly, and steel rail production), Crucible steel industry in the U.S., electron beam continuous hearth refining of specialty steel, EOF or the energy optimizing furnace of Willy Korf (history, process description, technical and economic status), ingot-mold repairs of P.C. Campana, Inc., KALDO operations in North America, KMS and KS processes at Klockner, KORF or oxy-refining fuel system, nuclear steelmaking feasibility, OBM-S and KMS processes for increased scrap use, patents for ingot pouring and stopper assembly, PLASMA or Freital process description, and temperature drops between tapping and teeming. Also see Carnegie-Illinois Steel Corporation’s Steel Melting Furnaces and John N. Boucher’s William Kelly: A True History of the So-Called Bessemer Process.
Overview of Technology
Information and materials in the document files that provide an overview of steel technology include the following: steelmaking process flow lines and charts, reviews of the major steps in steelmaking, pictorial presentations of these steps, the science of steelmaking, comparisons of steelmaking processes, radically innovative steel technologies, new technology in the steel industry, continuous steelmaking, steel mill of the 21 st century, world changes in technology, impact of new technology on the U.S. and European steel industries, impact of new processes on steel companies, impact of steel developments on steel-industry suppliers, outlook for new steel technologies in various years, technology issues in the 1970s, chart of iron and steel costs and practices in 1923, steelmaking at Jones & Laughlin, Danieli Group report on steel plants, and the AISI report The Making of Steel. In the reference collection see Carnegie-Illinois Steel Corporation’s General Plant Layout.
Refractories
The files on refractories for the iron and steel industry contain the following: refractories overviews and history, profile of the refractories industry, evolving changes in the industry, its raw materials, reviews of the U.S. industry in 1976 and 1983, analysis of the North American industry in 1988, list of producers in 1986-87, refractory sales by company in 1987, Japanese refractory statistics in 1973-75, refractories applications (blast-furnaces and stoves, BOF furnaces, electric furnaces, open-hearth furnaces, continuous casting, slidegates, tundish nozzles, pouring pits, and heating furnaces), pneumatic refractory castables, gunning techniques, lining-life determinants, alumina-silica refractories and modulus of rupture, abrasion resistance of refractories, thermal conductivity and expansion of refractory brick, Flo-Con ladles and slide-gates, profile of Harbison-Walker Refractories International, the Handbook of Castable Refractories by Harbison-Walker, Interstop slide-gate nozzles, Kurosaki refractory products, Martin & Pagenstecher GmbH hot-blast stoves and slinger systems for ladle lining, refractory outlook of Quigley Company, Inc., and Shinagawa refractories.
Sources of information about refractories in the Archive’s book and reference collection include: Refractories: Production and Properties by J.H. Chesters, Refractories, The Backbone of Industry by John D. Ramsey, History of Harbison-Walker Refractories Company by James E. MacCloskey, and Modern Refractory Practice by Harbison-Walker Refractories Company.
Analysis: Refractories are essential to the manufacture of iron and steel, which usually generates about half of all refractory sales, many times the volume of the next largest end use. It is, therefore, an understatement to say that as steel goes so go refractories. The major determinants of refractories demand in terms of quantity, quality, and type traditionally have been the level of iron and steel production activity and the continual efforts of steel companies to improve efficiency, lower costs, and upgrade the quality of their products.
Among the more important changes in steel technology most recently impacting refractories demand have been a trend to higher hot-blast temperatures in making iron, increases in the pre-treatment of molten iron in the ladle, shifts in the process mix of steel production, the replacement of ingot casting with continuous casting, and the related emphasis on making temperature-controlled clean steel through the application of ladle metallurgy techniques.
The most apparent results of these changes where refractories are concerned have been an increasing preference for higher-quality materials and for monolithics in place of bricks. Developments in the field of monolithics have been rapid, and in many steel-industry applications, bricks have been displaced by plastics and castables, which can be installed faster and at a lower labor cost. At the same time, the service lives of brick linings have been lengthened by the use of routine gunning maintenance. In the future, continuing research into higher-quality shaped and monolithic materials and the development of advanced systems for their application can be expected to provide the steel industry with added opportunities for both installation- and operating-cost savings.
Rolling & Processing
The Archive’s extensive collection of document files on steel rolling and processing contains information on the various types of rolling mills, on the coating of sheets by tinning and galvanizing, and on companies, past and present, that have both innovated and manufactured rolling mills and processing equipment. Information in the files of a general nature includes: a history of rolling and processing in 1882-1954, U.S. rolling mills in 1892, landmarks in rolling-mill history in 1900, U.S. classification of sheets and plates before 1920, Armco’s rolling mills in 1953, history of the rolling mill in 1953-54 and 1957, computerized rolling, and U.S. rolling-mill computers in 1987.


Information on hot- and cold-strip mills and plate mills, which together roll what are called flat products, includes the following: development of the hot-strip mill, rolling of flat products, chart of advances in hot-strip rolling after 1925, patent of John B. Tytus for continuous sheet rolling, new continuous hot-strip mill and proportional roll convexity in 1927, U.S. slabbing mills in 1943, U.S. four-high continuous hot-strip mills in 1949, U.S. hot-strip mills before 1950 and in 1970-90, Free-World wide hot-strip mills in 1961-65, hot-strip mill at Inland/Indiana Harbor in 1967, U.S. hot-strip-mill operating data in 1980-93, Sendzimir mills, continuous pickling lines in 1987, schematic diagram from slabbing through pickling, spraying systems for descaling hot steel, bath-type slab cooling systems, coilbox for hot-strip mills, Steckel-type mills, hot-strip rolling at Weirton Steel, letter from R.J. Wean on the “combination system” for sheet production, combination rolling at the Bethlehem plant, a chart of cold-strip rolling advances after 1925, the cold-strip tensiometer, manufacture of boiler plate at Lukens Steel in 1910, and the world’s largest plate mill at Lukens in 1946.

Information on mills for rolling bars, pipe, rails, rods, and wire, which are referred to as long products, includes: bar mills circa 1954, rotary flying shears and Rendleman-type shears for bar mills, pipe and tube mills, seamless tube mills (mandrel- and plug-type), developments in seamless tubing in 1908 and 1977, manufacture of seamless tubing in 1931, U.S. tubing-mill expansion in 1977, seamless vs. welded pipe, continuous-weld pipe mills (butt- and induction-weld), line-pipe manufacture and properties, spiral-weld tubes, specialty tubing, U.S. riveted pipe plants in 1898, early history of U.S. rail manufacturing, U.S. rail mills by states circa 1880, rail production at Ensley Steel Works, continuous rod mill startup at Fairless, Morgan No-Twist and Stelmor rod mills, Stelmor process, Morgan rod mill diagram and blueprints, barbed wire in 1948.

Information in the files on the processing of flat products to manufacture tinplate and galvanized sheets includes the following: tinplate manufacture in various years, plating conditions and tinplate quality, tinplate handbook, tin and its uses, hot-dip tinplate flow chart, mechanization of tinplate manufacture, World War II and tinplate, J.C. Whetzel on weight reduction and tin-free steel, history of tinplate in Wheeling, history of U.S. tinplate industry, tin cans and the food industry in 1923 and the 1930’s, sheet and tinplate program at U.S. Steel in 1936, flow chart of tinplate and blackplate at Carnegie-Illinois South Works in 1937, tinplate production at Tennessee Coal, Iron and Railroad Company in 1939, bibliography of tinplate manufacture in 1941, U.S. metal can shipments in 1966-76, terne plate manufacture in 1969, cans for carbonated beverages in 1972, world tinplate survey in 1976, world capacity for electrolytic and hot-dip tinplate and tin-free steel in 1982, GALVALUME and GALFAN galvanized sheets, U.S. continuous galvanizing lines by company and size in 1938-64, galvanized and coated sheets in 1990, Wean Incorporated list of U.S. galvanizing plants and capacities in 1993. The files also contain The Story of the Development of Sheet and Tinplate, an original 1955 manuscript by Joseph Malborn.

Finally, the files contain the following information on suppliers of rolling mills and processing equipment: Abby Etna Machine Company catalogs, Aetna-Standard butt-weld pipe mills, Blaw-Knox Company mill installations, Danieli Group rolling mills in 1996, E.W. Bliss Company/Mackintosh-Hemphill plant history in 1906-57, Mackintosh-Hemphill profile circa 1934, Mesta Machine Company history before 1940, Mesta Machine Company mill installations in 1945-69, Morgan Construction Company mills in 1888-1948, Tippins Incorporated history and rolling mills, United Engineering and Foundry Company profile circa 1947, United Engineering mill installations in 1930-70, Waterbury Farrel Company and Sendzimir mills, Wean Engineering Company and tinplate, Wean Engineering Company, Inc. coil handling, continuous hot-dip galvanizing, strip finishing, and flat-rolled shearing.

In the Archive’s book and reference collection are the following: Tube Mill Practice by AISE; Roll Design and Mill Layout by Ross E. Beynon; The Seamless Story by J. Perc Boore; Rolling Mills by Carnegie-Illinois Steel Corporation; Manufacture of Seamless Tubes by Gilbert Evans; The Hot Strip Mill, Generation II by T.J. Ess; Tinplate by W.E. Hoare and E.S. Hedges; The Rolling Mill Industry by F.H. Kindl; Development of the American Tinplate Industry by Howard A. Knox; Cast Iron Soil Pipe & Fittings Handbook and Cast Iron Soil Pipe & Fittings Engineering Manual, both edited by Frank T. Koelble; Steel Wire in America by Kenneth B. Lewis; Rolling Mills, Engines & Machinery for Iron and Steel Works and Rolling Mills, Rolls, and Roll Making by Mackintosh-Hemphill & Company; Making Steel and Wire by American Steel & Wire Company; “National” Modern Welded Pipe: From Ore to Finished Product by National Tube Company; Making and Using Cold Finished Steel Bars by Fred J. Robbins; Sheet Steel and Tinplate by R.W. Shannon; Rolling Mill Machinery by United Engineering and Foundry Company; and Pocket Reference Book on Light Flat Rolled Steel by United States Steel Corporation.
Taxes
The 122 document files on taxes reflect the considerable effort that Father Hogan devoted, mainly in the 1960’s, to the study of government tax policy, focusing on the depreciation aspects of the tax code, the key role of depreciation in funding plant and equipment replacement in steel and other industries, and the resulting importance of adequate depreciation allowances to maintaining a modern and competitive industrial base. The files contain information on taxes relating to Father’s role as an advisor on depreciation reform to Presidents Kennedy and Nixon, his frequent testimony on the subject before committees of the U.S. House and Senate, and his work as a member of President Nixon’s Task Force on Business Taxation.
Among the specific subjects covered in the tax files are the following: the concept and measurement of depreciation, reform proposals, the need for reform in various industries (steel, railroads, textiles, shoes, lithography, and machine tools), U.S. industrial obsolescence, depreciable lives in Bulletin F of the Revenue Act of 1918 and its 1942 revisions, depreciation under U.S. Treasury guidelines and rules in 1962, President Kennedy’s depreciation plans, U.S. Treasury survey of depreciation policy, the investment-tax credit of the Revenue Act of 1962, the ensuing controversy over its proposed repeal, the impact of inflation on depreciation and profits, depreciation adjusted for inflation (also called current-value or reinvestment depreciation), asset revaluation in Japan, depreciation in various countries, taxes and international competition, depreciation and small business, The Indiana Telephone Corporation case, asset depreciation range regulations, reserve ratio test of depreciable lives, tax harmonization in the U.S. and Europe, the value added tax, and the Tax Reform Act of 1969 and Senate amendments.
The files contain President Nixon’s September 1969 letter appointing Father Hogan to the Task Force on Business Taxation and papers of the Task Force on depreciation reform, the investment-tax credit, the value-added tax, and other business-taxation subjects. Also contained in the files is the Task Force report to the President, Business Taxation, articles on depreciation by Father Hogan, including The Replacement of Steel Mill Plant and Equipment with Present Depreciation Reserves and Depreciation by Default, articles he coauthored with Frank T. Koelble, Economic Depreciation and Employment in the 1960’s and The Investment Tax Credit Controversy, and research on taxes and depreciation by Joel Barlow, William A. Paton, Maurice E. Peloubet, John H. Alexander, and Norman B. Ture. Finally, the Archive’s book collection includes Current Depreciation Allowances by John Ryan and Father Hogan’s Capital Investment in Steel: A World Plan for the 1990’s, Depreciation Reform and Capital Replacement, and Depreciation Policies and Resultant Problems.
Trade
The Archive contains 75 document files on the international trade in steel. The growth of world steel production and its dispersal among an increasing number of nations has been accompanied by a trend of even stronger secular growth in the volume of steel trade. World semifinished and finished steel exports increased from 115 million tons in 1975 to 319 million tons in 2002, boosting the export share of total world production from 23% to 40%.
The document files include the following steel-trade information: world trade in steel, competitive position of U.S. industries, AISI and Bethlehem Steel position papers on trade, impact of NAFTA on Japan, debate of U.S. trade policy on steel, Japan Society report on steel trade relations between the U.S. and Japan, effects of import quotas on the U.S. steel industry, U.S. critical materials imports, U.S. imports and collective bargaining, Kaiser Steel analysis of import quotas and the west-coast steel market, ECSC-MITI bilateral agreement limiting Japanese steel exports to Europe, imports and the U.S. tool-steel industry, foreign steel pricing practices and U.S. imports, and steel-company petitions to the U.S. International Trade Commission (USITC).
Other historical trade information in the files includes: duties on U.S. imports in 1895, U.S. trade in steel and iron ore in 1902-10, U.S. Tariff Commission 1946 report on post-World War II prospects for the steel industry, OECD steel trade analysis for 1960-83, U.N. statistics on world steel trade in 1962-87, IISI statistics on world indirect trade in steel in 1962-79 and 1985-86, U.S. imports of welded pipe and tubing in 1964-71, Father Hogan interview on U.S. steel imports in 1968, U.S. House of Representatives import hearings in 1968, U.S. Department of Commerce trade outlook in 1969, U.S. import-export data for specialty steels in 1970, Business and Defense Services Administration (BDSA) study of steel and national defense in 1970, union-management specialty-steel import conference in 1971, trade reform proposals in 1973, Trade Reform Act of 1973, European steel imports in 1980, U.S. Tariff Commission presentations by steel and iron-ore producers in 1982, export restraint agreements in 1982, U.S. indirect trade in steel in 1986-89, U.S. pipe imports in 1992, U.S. Department of Commerce report to President Clinton on global steel trade in 2000, and U.S. imports of steel mill products in 2001-03.
Books and references providing steel-trade information include the following: the statistical reports of AISI, IISI, JISF, KOSA and other steel organizations; Foreign Trade Trends from AISI; Metal Bulletin’s Steel Traders of the World, edited by Raymond Cordero; The Steel Import Problem by Joseph W. Ford; Indirect Trade in Steel and World Steel Exports Statistical Report, both from IISI; and Steel mports, a study by the U.S. Senate Finance Committee.
Steel Photo Files
The Hogan Steel Archive’s photo-files section contains chronologically ordered photographs and slides that portray the steel industry’s essential relationships with the major steel-consuming industries over the last century, as well as the evolution of iron and steel technology from primitive times to the present. In all, the section’s 251 photo files contain 791 photographs, 323 slides, and 10 filmstrips, most of which depict changes over time in either steel production or consumption and thereby visually underscore both the steel industry’s technical development and its key role in the development of other basic heavy industries.
Steel Photos
The Archive’s photographs, most of which are 8x10 black and white glossies, depict annealing (box, continuous), automobile industry (early wood bodies, all-steel bodies, assembly lines, plants, stamping presses, highways), bar mills , basic-oxygen furnaces (charging, blowing, pouring), Bessemer process, billet mills, blast furnaces (primitive, early, modern), blooming mills , coal (mining, transport, coal chemicals), coke (beehive, byproduct, H.C. Frick Coke Co.), cold rolling, continuous casting (slab and strip), COREX ironmaking, cupola furnaces, direct reduction, electric-arc furnaces, environmental control, forging , galvanizing, hot-strip mills (hand mills, Armco’s original mill, modern mills), ingots (pouring, stripping, handling, soaking pits), iron ore (mining, transport, storage, pellets), limestone, (quarrying, transport, stockpiles), machine shop , mining equipment (mining machines, loaders, shuttle cars), oil and gas (drilling, collecting, refining, transport, marketing), open-hearth furnaces (plant views, charging, tapping), pickling, pig casting, pipe (butt-weld, seamless, “U-ing and O-ing,” transport), plant overviews, plate mills (hand and modern mills, heat treating, loading), rail mills, railroads (locomotives, passenger cars, Third Avenue El, Union Station, Grand Central), research labs, rod mills, sintering machines, skelp mills (mill stands, candying table), slabbing mills, stainless steel facilities, structural mills, temper mills, tinplate (hand mills, annealing, hot-dip and electrolytic lines, shearing, base boxes, inspection, packaging), and wire mills.
Steel Slides
The Archive’s steel slides, mainly 35mm and in both color and black and white, depict the various steps in iron and steel production, from the receipt of iron ore and scrap to the rolling of finished steel products. The slides show the mining and transport of raw materials, stockpiles of scrap, beehive and byproduct cokemaking, blast-furnace ironmaking, steelmaking (using the Bessemer, open-hearth, electric-arc, and BOF furnaces), degassing, primary rolling, continuous slab casting, scarfing, the hot-strip-mill rolling of sheets, the rolling of plates and rods, and the processing of wire products. The slides show Bethlehem Steel Corporation’s Burns Harbor plant under construction, and the entire flow of production at Northwestern Steel & Wire Company. Also in the collection are slides depicting the use of steel by a number of the major steel-consuming industries, including the automobile, railroad, electric-utility, and oil and gas industries. They include scenes from early automobile manufacturing plants, the early U.S. oil and gas industry, and the New York City transportation system. Finally, the collection includes ten canisters of 35mm filmstrips on the steel and oil and gas industries, as well as on various civic and economic subjects.
IERI Study Files
The study-files section of the Hogan Steel Archive contains 135 steel and steel-related studies by Fordham University ’s Industrial Economics Research Institute (IERI). The studies, which date from the early 1960’s through 1995, represent a significant portion of the Institute’s work, its other studies having been included in the Archive’s country and technology files and its book and reference collection. Many IERI studies were initiated internally, and others were conducted at the request of various federal, state, and local government agencies in the United States, for such organizations as the United Nations, World Bank, and Interamerican Development Bank, and for companies in 26 countries: Australia, Austria, Brazil, Canada, China, Germany, Greece, India, Ireland, Italy, Japan, Korea, Luxembourg, Mexico, New Zealand, the Philippines, Russia, Saudi Arabia, South Africa, Spain, Sweden, Taiwan, Turkey, the United Kingdom, the United States, and Venezuela.
IERI Studies
This section’s 140 document files contain IERI studies on air-pollution control, automobile wheel steel, blast furnaces in the U.S., blast furnaces and coke ovens in the U.S. and North America, BOF and electric furnaces in the U.S., Canada-U.S. iron-ore interdependence, Canadian steel industry, carbon-graphite industry in the U.S., coal injection at U.S. blast furnaces, coke industry in the U.S., coke supply and demand in the U.S., cokemaking facilities in the U.S., coking coal for Japan, cold finished steel bar industry, compact strip production concepts, concrete reinforcing bar supply and demand in the U.S., continuous casting, costs and prices in the U.S., depreciable lives of steel mill equipment, direct reduction in the U.S., direct reduction in Johnstown and McKeesport, earnings in the steel industry, Ecomet process, electric furnaces at integrated steel plants, electric furnace water-cooled roofs, electric furnace plants in Arkansas, financing problems in steel, Formcoke in the U.S., foundry coke and ferrous castings, Gara Djebilet iron ore project, hot rolled sheet and strip market, iron ore supply and demand in the U.S. and world, and joint-venture ironmaking in Youngstown.
Continuing, the files also contain IERI studies on lake ore carriers, lower lake ore prices, Manual on the Modern Iron and Steel Industry for the United Nations, metallurgical coal in the U.S. and the world, minimill studies, minimill for the Brooklyn Navy Yard, pickling and galvanizing for minimills, plant location survey in the U.S., plate supply and demand, prices of steel products, prices and steel demand, primary metals industry in the U.S., prompt industrial scrap supply, purchased ferrous scrap, purchasing and processing of steel, refractories industry in the U.S., scrap in New York City, seamless pipe and tube, semifinished steel, service center concept, service center survey, service centers and minimills, sheet capacity in the U.S., slab market, specialty steels, steel companies, steel demand and capital costs, steel industries in the U.S. and Canada, steel industry overview, steel output sectional analysis, structural market in New York City, technological changes in steel, U. S. steel industry externals, U.S. steel industry financial condition, welded wire fabric market, West Coast steel supply, wide cold reduced sheet in the U.S. and Japan, wide flange beams, wire market in the U.S., wire facilities, world steel developments, and world steel prospects.
Father Hogan Files
The Father Hogan files contain the personal papers of William T. Hogan, S.J., his correspondence, class lecture notes on industrial economics, published articles, manuscripts, speeches, interviews, congressional and other testimony, press releases, clippings, awards and honors, photographs, and memorabilia from his distinguished career as a Jesuit educator and acclaimed world steel authority. The files also contain the published articles, papers, and correspondence of his Fordham colleague, Frank T. Koelble, as well as items relating to Father’s friends and associates on the Fordham faculty, including Dr. Joseph R. Cammarosano, Dr. Eugene A. Diulio, Dr, William R. Frasca, William Partlan, Dr. Dominic Salvatore, and Dr. Charles J. Walsh. The founding by Father of Fordham’s Industrial Economics Program in 1950 and the program’s growth and adoption by other universities are detailed, and so too Father’s participation in a variety of other activities of benefit to Fordham and the New York City community at large. Regarding his many accomplishments as a steel authority, the files provide an extensive collection of his written and spoken word about the industry and also catalog his many visits to steel plants and industry gatherings around the world.
Hogan Files
The 515 document files in this section of the Archive contain some 240 of Father Hogan’s published articles and speeches, mostly on a wide range of economic and technical subjects of importance to the steel industry, but also examining such diverse non-steel topics as the vow of poverty, the living wage, the Judeo-Christian ethic and the American economy, and management’s relationship to society. The files also contain some 25 magazine and newspaper articles about Father, and the texts of his interviews, radio and television appearances, and testimony on tax and steel matters before various committees of the U.S. House and Senate and other government bodies. Of special note, the files provide the letter that started Father Hogan on the road to becoming the “Steel Priest”. Dated April 20, 1948, the letter was written by Charles J. Walsh of Fordham’s Department of Economics to Rev. John J. McMahon, S.J., seeking permission for Mr. William Hogan, S.J. to move to Pittsburgh and research his Ph.D. thesis at United States Steel Corporation. The Jesuit scholastic’s 1948 Ph.D. proposal, Productivity in Blast Furnaces and Open Hearth Furnaces is also in the files.
There are 67 files containing photographs of Father Hogan at Fordham, at civic and other functions, and at steel gatherings and facilities in many countries. Most of the Fordham photos were taken on the Rose Hill campus from the 1950’s through the 1990’s. One of them shows Father with his newly ordained class of Jesuits in 1954 and another shows him receiving his honorary Doctor of Laws degree from Fordham President, Rev. Joseph A. O’Hare, S.J. in 1996. Other photos at Fordham are of Father with Dr. Ryotaro Azuma, Governor of the Metropolis of Tokyo; with Dr. Arthur R. Burns, Chairman of the Federal Reserve; with Dr. William Frasca during their study of the New York’s building trades; with Diosdado Macapagal, President of the Philippines; with David M. Roderick, Chairman of United States Steel; and with Dr. Raymond J. Saulnier, Chairman of President Eisenhower’s Council of Economic Advisors.
Also among other archived photos are those of Father with Bronx Borough President Herman Badillo at meetings of the Bronx Small Business Development and Opportunities Corporation, at meetings of the Clergy Economic Education Foundation, and at the Xavier Institute of Labor Relations in Jamshedpur , India . Last but not least, there are photos, photo albums, and scrapbooks depicting his many steel-industry activities, including his attendance at AISI and IISI meetings and his visits to steel plants in China , Europe , Korea , Latin America , India , Mexico , the Philippines , the United States and many other countries. One photo series shows Father and his Fordham industrial-economics class visiting Lone Star Steel Company in Texas , and other photos show him receiving such awards as the Gary Memorial Medal from AISI and the Gold Tower of the Order of Industrial Merit from Roh Tae-woo, President of Korea. The steel photos also show Father with such industry leaders as Klaus Czempirek, President of Voest-Alpine; Lenhard Holschuh, Secretary General of IISI; General Tae-joon Park, Chairman of POSCO; Marshall I. Wais, President and CEO of Marwais Steel; and Ruiyu Yin, President of China’s Central Iron and Steel Research Institute.
The Hogan files also contain information about the Moorehouse I.X. Millar Lecture Series at Fordham, which Father Hogan established and funded in the 1960’s, leading to the publication by Fordham University Press of a number of highly successful books on economic policy. Finally, there is information about Father’s participation in Fordham’s Institute for Urban Studies, which, under the direction of Dr. Cammarosano, produced such major studies as Profile of the Bronx Economy and Redevelopment of the Brooklyn Navy Yard, both of which are included in the Archive.
Books & References
The Archive’s collection of steel books and references, including the yearbooks and proceedings of world steel organizations, encompasses 390 titles and more than 1,700 volumes. There are 203 book titles, including Father Hogan’s own books, and 187 references, a number of which have been cited in the archival description above. The collection includes the Annual Reports of every major U.S. steel-producing company from 1900 to the present, every Annual Statistical Report of the American Iron and Steel Institute from 1916 to the present, and every AISI Iron and Steel Works Directory dating back to 1890. After 1984, steel-plant information common to the AISI Works Directory was incorporated into the Directory, Iron and Steel Plants of the Association of Iron and Steel Engineers (AISE). The Archive contains the 1974-2002 editions of the AISE Directory , and various editions of Metal Bulletin’s Iron and Steelworks of the World for 1956-99.
Among the Archive’s statistical references are the Steel Statistical Yearbook of the International Iron and Steel Institute (IISI) for various years in 1980-96, the IISI publication World Steel in Figures for 1978-99, the Monthly Report of Iron & Steel Statistics of the Japan Iron and Steel Federation (JISF) for 1973-99, Metal Statistics from American Metal Market (AMM) for 1945, 1961, and 1968-2000, and published data and information from such sources as the American Institute of Mining and Metallurgical Engineers (AIME), the American Iron Ore Association (AIOA), the British Iron and Steel Federation (BISF), Instituto Brasileiro de Siderurgia (IBS), Instituto Latinamericano del Fierro y el Acero (ILAFA), the Korea Iron and Steel Association (KOSA), and Wirtschaftsvereinigung Stahl. Finally, the Archive contains various editions of United States Steel Corporation’s The Making, Shaping and Treating of Steel for 1951-98, the later editions of which were published by the AISE Foundation.
Steel Industry Links
The “Steel Industry Links” section of the Hogan Steel Archive provides computer links to the web sites of worldwide steel and steel-related organizations, steel companies, sources of steel-industry news and information, and sites containing references to steel studies conducted by Father Hogan and Fordham’s Industrial Economics Research Institute. Many of the sites listed here can be employed to amend and update the statistical and other information contained both in the Archive and in the subject analyses this website provides.
Organizations
- American Coke and Coal Chemicals Institute (ACCCI)
- American Foundry Society (AFS)
- American Institute of Steel Construction (AISC)
- American Iron and Steel Institute (AISI)
- ASM International (ASM)
- Association for Iron and Steel Technology (AIST)
- Association of Women in the Metal Industries (AWMI)
- Australian Institute of Mining and Metallurgy (AIMM)
- Canadian Steel Producers Association (CSPA)
- Cast Iron Soil Pipe Institute (CISPI)
- Central Iron & Steel Research Institute of China (CISRI)
- Concrete Reinforcing Steel Institute (CRSI)
- European Confederation of Iron and Steel Industries (EUROFER)
- French Steel Federation (FFA)
- German Steel Federation (VDEh)
- Instituto Brasileiro de Siderurgia (IBS)
- Instituto Latinoamericano del Fierro y del Acero (ILAFA)
- Iron and Steel Statistics Bureau (ISSB)
- Japan Iron and Steel Federation (JISF/Japanese)
- Korea Iron and Steel Association (KOSA/Korean)
- Malaysian Iron & Steel Industry Federation (MISIF)
- Metal Service Center Institute (MSCI)
- North American Steel Alliance (NASA)
- Society of Automotive Engineers (SAE)
- South African Iron and Steel Institute (SAISI)
- Southeast Asia Iron and Steel Institute (SEAISI)
- Steel Manufacturers Association (SMA)
- Steel Recycling Institute (SRI)
- Taiwan Steel & Iron Industries Association (TSIIA)
- UK Steel Association (UKSA)
- UltraLight Steel Auto Body (ULSAB)
- United Steelworkers (USW)
- World Steel Association (Former IISI)
Steel Companies
- ArcelorMittal
- Baosteel Group Corporation
- China Steel Corporation
- Companhia Siderurgica Nacional
- Gerdau S.A.
- JFE Steel Corporation
- Nippon Steel Corporation
- Nucor Corporation
- POSCO
- Riva Group
- SeverStal
- Steel Authority of India Limited
- Tata Steel Limited
- ThyssenKrupp AG
- United States Steel Corporation
- Other Companies-WSA Links
News & Information
- AIST Steel News
- American Metal Market
- CRU Steel News
- Iron & Steel Review
- Korea Metal Journal
- Metal Center News
- Steel Bibliography
- Steel on the Net
- Steel Times International
Hogan & IERI References
- AIST William T. Hogan, S.J. Lecture Award
- Cast Iron Soil Pipe and Fittings Handbook
- Cokemaking and the Environment (Page 4)
- Declining U.S. Blast-Furnace Population
- Early Office Buildings
- Economic History of the Iron and Steel Industry
- Location of U.S. Electric-Furnace Plants (Page 1)
- POSCO: The Next Big Steel
- U.S. Blast-Furnace Size (Page 2-2)
- U.S. Steel Imports (Page 21)